Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
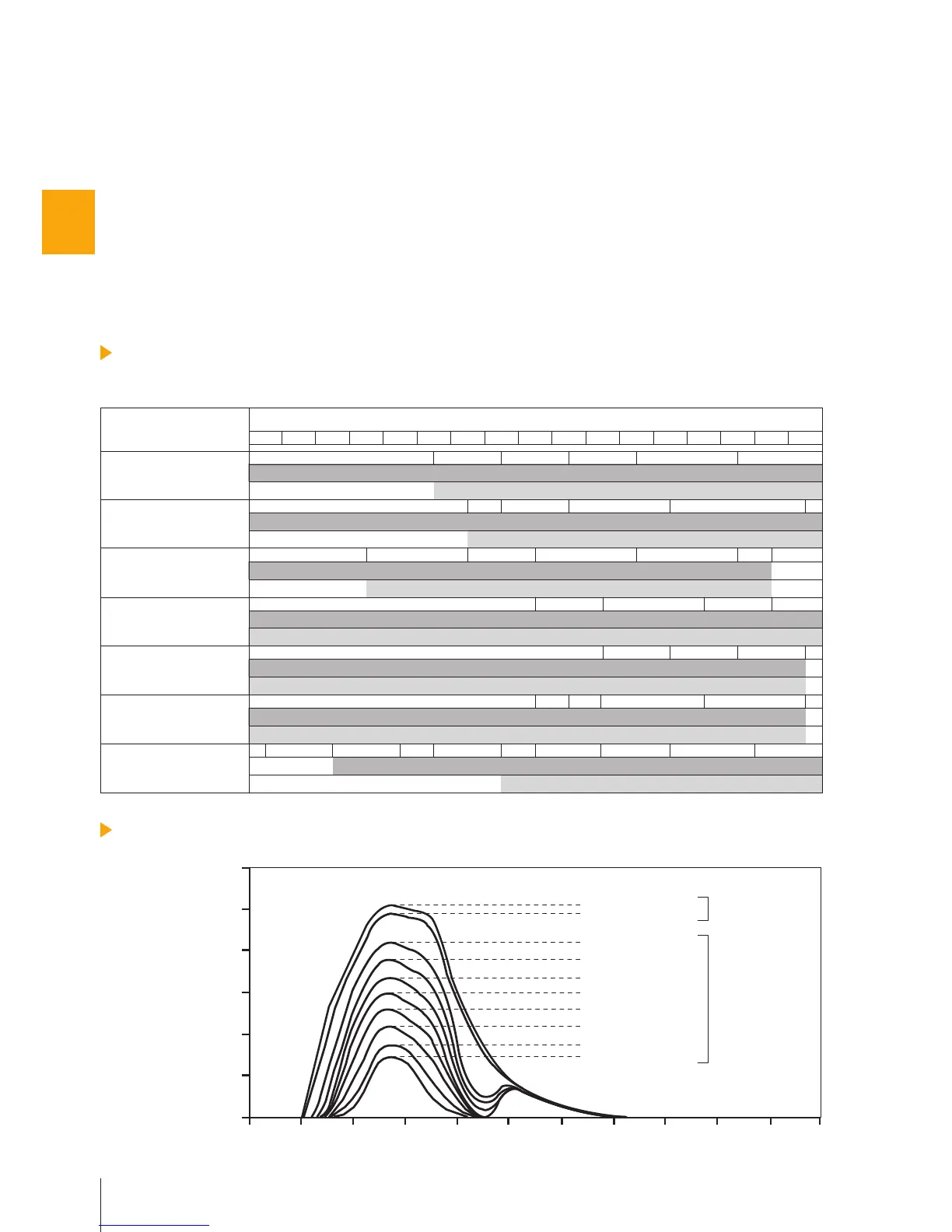
RODZAJ PRAC
SPAWALNICZYCH
MMA
NATĘŻENIE ŁUKU ELEKTRYCZNEGO W AMP
MAG
TIG
MIG metale ciężkie
MIG stopy lekkie
(nierdzewne,
aluminium)
Cięcie plazmowe
Spawanie łukiem
mikroplazmowym
6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400
9 10 11 12 138
9 10 11 128
9 10 11 12 138 14
9 10 11 12 13
10 11 12 13
9 10 11 12 13
4 5 6 7 8 9 10 11 12 13
ZALECANE STOPNIE SZCZELNOŚCI ŚWIETLNEJ W ZALEŻNOŚCI OD
RODZAJU PRAC SPAWALNICZYCH / EN 379 /
KRZYWA PRZECHODZENIA ŚWIATŁA
0,0001
0,001
0,01
0,1
1
10
100
T[%]
300 400 500 600 700 800 900 1000 1100 1200 1300 1400
λ[nm]
Przyciemnienie 3
Przyciemnienie 4
Izolacja świetlna 6
Izolacja świetlna 7
Izolacja świetlna 8
Izolacja świetlna 9
Izolacja świetlna 10
Izolacja świetlna 11
Izolacja świetlna 12
Izolacja świetlna 13
STAN JASNY
Przechodzenie
Długość fali
STAN CIEMNY
zacznie reagować tylko na rozbłyski łuku elektrycznego, a nie skokowo pod wpływem działania
światła z otoczenia (bezpośrednio padające promienie słoneczne, intensywne światło sztuczne,
inny łuk elektryczny uruchamiany przez osoby pracujące nieopodal, itp.).
Regulacja czasu opóźnienia: Zakres opóźnienia wynosi od 0,1 do 1,0 sekundy. Zaleca się
stosowanie krótszego opóźnienia przy zgrzewaniu punktowym i dłuższego opóźnienia przy zas-
tosowaniach wykorzystujących wyższe wartości prądowe i dłuższe odstępy spawania. Dłuższe
opóźnienie można również stosować w przypadku spawania niskoprądowego TIG w celu nie-
dopuszczenia do otwarcia filtra przy tymczasowym zablokowaniu (przez rękę, uchwyt elektrody
itp.) ścieżki światła do czujników.
Funkcja spawanie/szlifowanie
(Power GDS, Grand GDS): W przypadku takich filtrów możliwy
jest wybór dwóch trybów działania: spawanie lub szlifowanie. Wybierając pozycję »Grind«, filtr
wyłącza się i nie ulegnie ponownej aktywacji przez iskry powstające podczas szlifowania. Przed
ponownym rozpoczęciem spawania należy przestawić pokrętło z powrotem na pozycję »Weld«.
46
PL