22-21
INSPECTION OF VALVES, GUIDES, HEAD AND SPRINGS (Contd)
Heavy carbon or varnish deposits on the
valves, Figure 19, should be removed before
valves are ground. This condition is usually
caused by worn piston rings and sleeves
which allow too much oil to reach the com-
bustion chamber. This condition could also
be caused by worn valve guides or bad seals
on the valves. Lowoperatingtemperatureis
still another cause.
HEAVY CARBON AND VARNISH DEPOSITS
Inspect the valve head for dishing and the
valve face for deep burned spots, Figure 20.
These conditions cannot be corrected by
grinding the valves. The valves must be re-
placed. These conditions are usually caused
by running the engine under excessive loads
at high engine temperatures.
DEEP BURNED VALVE FACE DISHED VALVE HEAD
Figure 20
Valves with worn keeper groves or if the
stem tip is worn or dished beyond the
chamfer, replace the valves, Figure 21.
WORN RETAINER GROOVE WORN STEM TIP
Figure 21
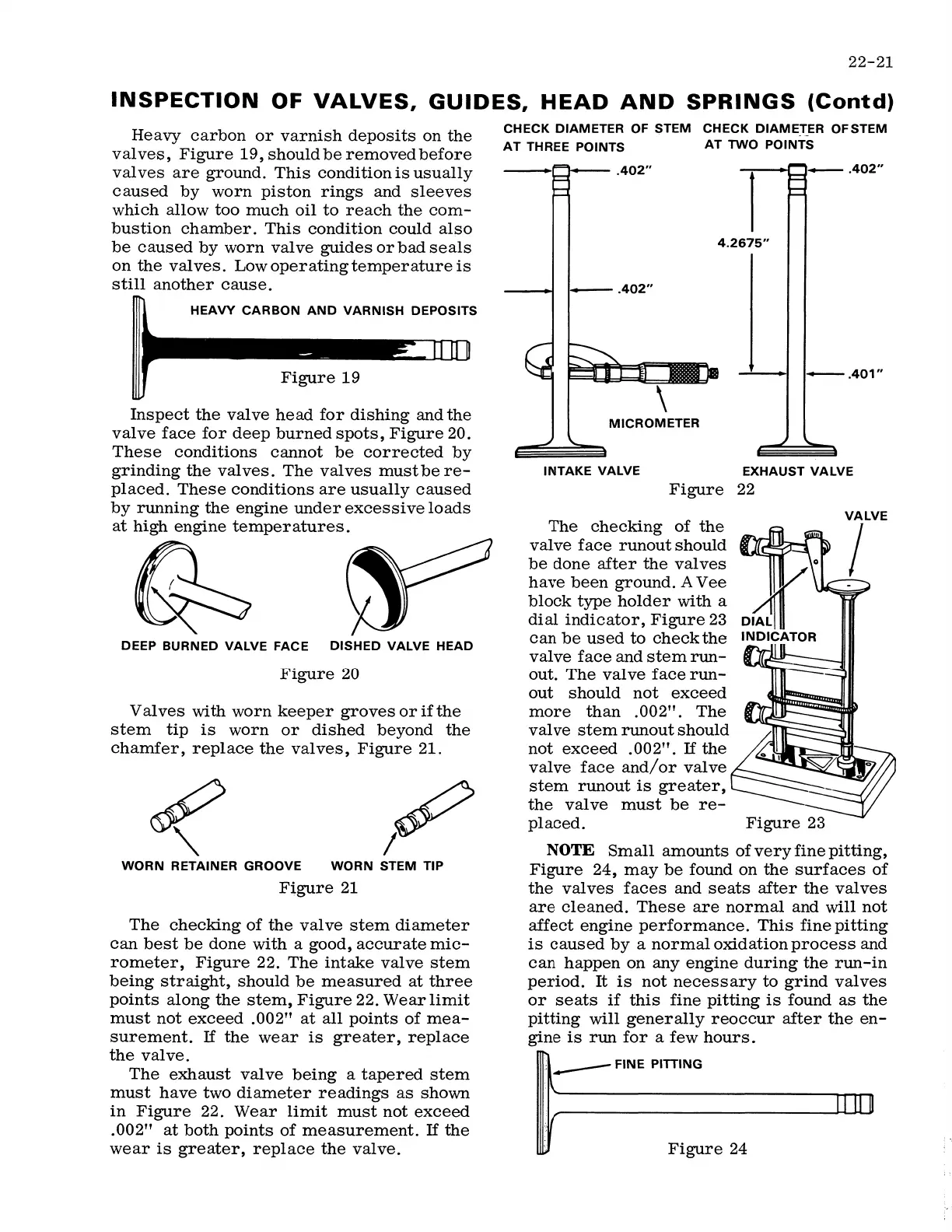
The checking of the valve stem diameter
can best be done with a good, accurate mic-
rometer, Figure 22. The intake valve stem
being straight, should be measured at three
points along the stem, Figure 22. Wear limit
must not exceed .002" at all points of mea-
surement.
If the wear is greater, replace
the valve.
The exhaust valve being a tapered stem
must have two diameter readings as shown
in Figure 22. Wear limit must not exceed
.002" at both points of measurement.
If the
wear is greater, replace the valve.
CHECK DIAMETER OF STEM CHECK DIAMEJ:.ER OFSTEM
AT THREE POINTS AT TWO POINTS
--•F.--- .402"
--r-
♦
c:::-::1-
.402"
l
a:::
t:::
4.2675"
.402"
-.401"
MICROMETER
INTAKE VALVE
EXHAUST VALVE
Figure 22
The checking of the
valve face runout should
be done after the valves
have been ground. A Yee
block type holder with a
dial indicator, Figure 23
can be used to check the
valve face and stem run-
out. The valve face run-
out should not exceed
more than .002". The
valve stem runout should
not exceed .002".
If the
valve face and/or valve
stem runout is greater,
the valve must be re-
placed.
NOTE Small amounts ofveryfinepitting,
Figure 24, may be found on the surfaces of
the valves faces and seats after the valves
are cleaned. These are normal and will not
affect engine performance. This fine pitting
is caused by a normal oxidation process and
can happen on any engine during the run-in
period. It is not necessary to grind valves
or seats if this fine pitting is found as the
pitting will generally reoccur after the en-
gine is run for a few hours.
: --- FINE PITTING
Figure 24
 Loading...
Loading...


