Centroid Acorn Plasma Users Manual Beta CNC12 v4.65 rev6
Plasma G codes
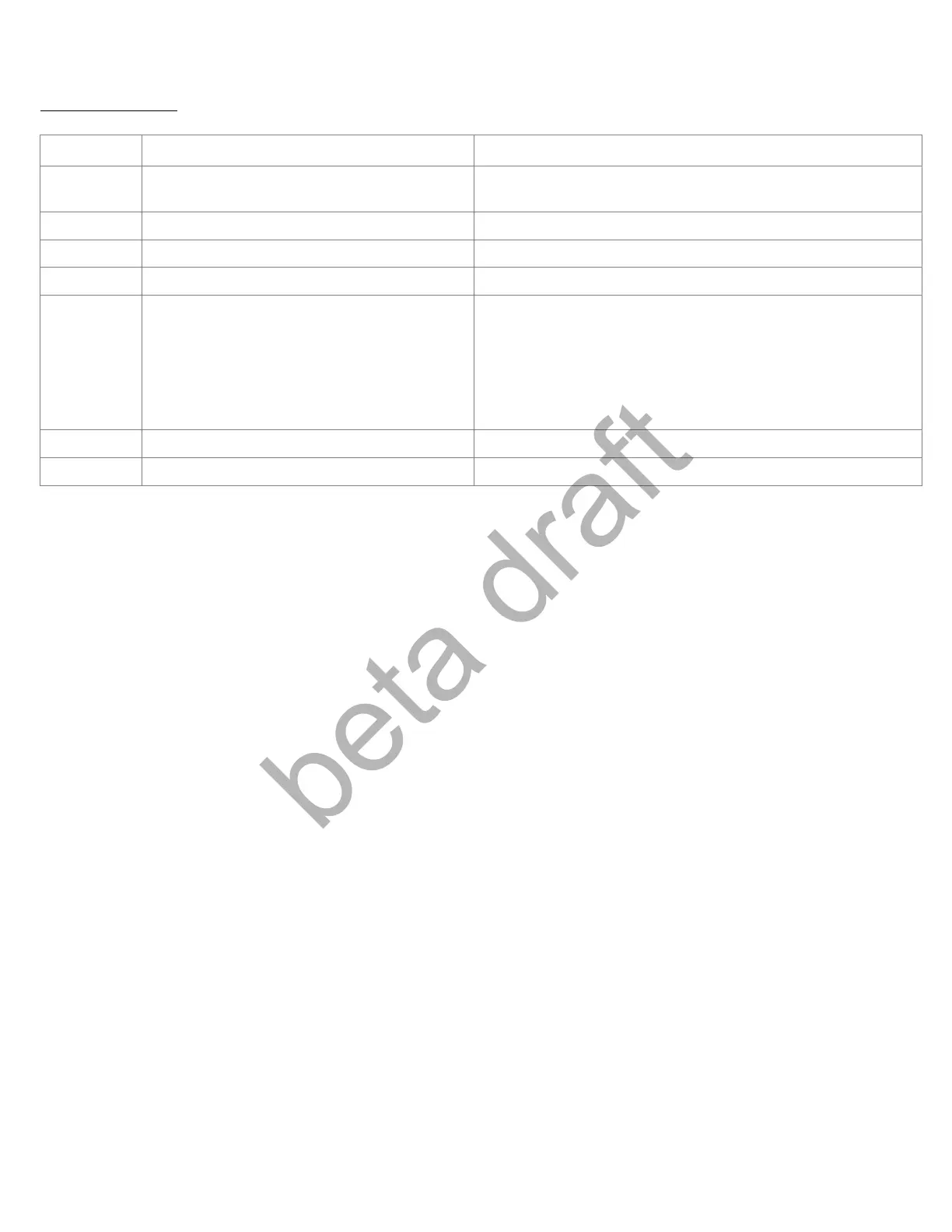
G Codes Description Notes
G0 Rapid Position Rapid moves are used to quickly position the torch above a
touch off point. These moves are done with the Torch OFF.
G1 Straight Line Cutting Move, point to point line
G2 CW Arc Cutting Move Arc CW direction
G3 CCW Arc Cutting Move Arc CCW direction
F Feedrate.
Examples: F100 = 100 ipm or 100 mm/min
F<FEEDRATE> = Feedrate specified by the
profile manager.
“F” commands in the G code program are not necessary to run
a part. If “F” is not specified in the G code program the feedrate
for any line defaults to the Feedrate in the Material Profile.
F commands are modal.
F commands added to the G code program and can be used to
force a different feedrate than the feedrate set in the Profile
manager.
G64 ON Turns on Smoothing Uses values from current selected Smoothing Profile
G64 OFF Turns Off Smoothing
* Modal = once the command has been given on one line all other lines below will use that value until a
new value is used.
Page 38 D:\Keith Documents\centroid_acorn_plasma_users_manual_draft27.odt rev27 3-15-22
 Loading...
Loading...