12
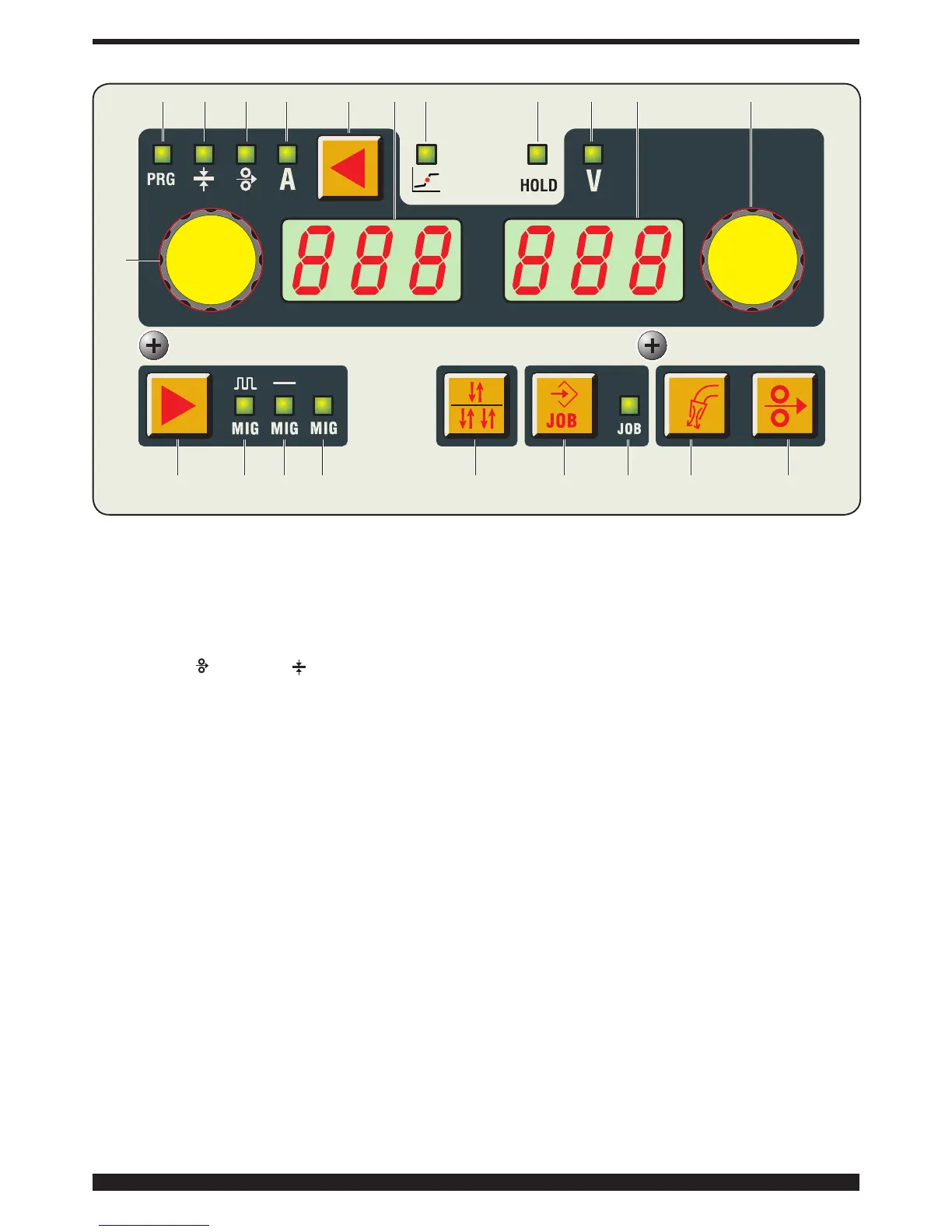
VOYANT AH Tension.
Dans tous les procédés de soudure indique que le display
AM visualise la tension enregistrée ou bien, en union avec
le VOYANT AG, la dernière tension mesurée.
Bouton AI.
Les valeurs suivantes sont réglées: Courant de soudage
A, vitesse du l ( ), épaisseur ( ), numéro du programme
PRG.Dans les fonctions de service sélectionne les
fonctions : TRG, SP, HSA, CrA, PrF, PoF, Acc, bb, L, Dp,
PPF, Ito, Fac.
Dans les programmes MIG synergiques sélectionne une
taille, et les autres se modient par conséquent. Toutes
ces tailles sont afchées sur le display AL.
Bouton AN.
Les valeurs suivantes sont réglées:
En MIG synergique la longueur d’arc, en MIG conventionnel
la tension de soudure.
À l’intérieur du menu de service, selon la fonction
enregistrée avec le bouton AI sélectionne la valeur
enregistrée, l’activation ou la désactivation de la valeur
enregistrée ou bien un choix ultérieur à faire dans la
fonction.
Display AL.
Dans tous les procédés de soudure afche numériquement
les sélections réalisées avec la touche de sélection AE et
réglées avec le bouton AI.
Pour le courant de soudure (VOYANT AD visualise les
ampères.
Pour la vitesse de soudure (VOYANT AC visualise les
mètres par minute.
Pour l’épaisseur ( VOYANT AB ) visualise les millimètres.
Pour le (VOYANT AA ) afche le numéro de programme
enregistré.
Dans les fonctions de service sélectionne les fonctions :
TRG, SP, HSA, CrA, PrF, PoF, Acc, bb, L, Dp, PPF, Ito,
Fac.
Pour les paramètres à l’intérieur des fonctions de service
visualisés sur le display AL, voir paragraphe des fonctions
de service.
Quand la machine est en état d’alerte, visualise un sigle
clignotant (par exemple: OPN si le panneau latéral est
ouvert. Quand la machine est en état d’erreur, visualise
le sigle Err.
Display AM.
Visualise numériquement, en MIG synergique la longueur
d’arc, et en MIG conventionnel la tension de soudure.
Pour la tension de soudure (VOYANT AH allumé) visualise
les Volts. Pour la longueur d’arc (VOYANT AH éteint)
visualise un numéro compris entre-9.9 et +9,9, le 0 étant
la valeur conseillée.
Pour les paramètres à l’intérieur de la fonction de service
MIG visualisés sur le display AM, voir le paragraphe des
fonctions de service.
Quand la machine est en état d’erreur visualise le code
d’erreur correspondant, compris entre 1 et 99.
Touche de sélection AO.
À chaque pression sélectionne le type de procédé choisi,
le choix est visualisé par les voyants AP/AQ/AR.
VOYANT AP MIG PULSÉ.
Indique que le procédé choisi est le MIG pulsé synergique.
VOYANT AQ MIG SYNERGIQUE.
Indique que le procédé choisi est le MIG synergique.
AA
AI
AO AP AQ AR AU AV AZ AY AW
AB AC AD AE AFAL AG AH AM AN
Fig. 2