14
La fonction étant activée avec le bouton AN, l’opérateur
pourra régler le niveau du courant de démarrage SC ( Hot
start ), possibilité de réglage de 1 à 200% du courant de
soudure, valeur réglé avec le bouton AN.
Pourra être réglée la durée tHS (default 130%) de ce
courant de 0,1 à 10 secondes (default 0,5 sec.).
Pourra être réglée le temps Slo de passage entre le
courant SC et le courant de soudure de 0,1 à 10 secondes
(default 0,5 sec.).
4- CrA (crater ller- remplissage du cratère nal).
La fonction peut être sélectionnée avec le bouton AI et
elle fonctionne pendant le soudage 2t ou 4t et, si on le
désire, aussi en union avec la fonction HSA.
Après avoir activé la fonction «On» avec le bouton AN,
tourner le bouton AI pour visualiser les sigles:
Slo = Temps de raccord entre le courant de soudure et le
courant de remplissage cratère. Default 0,5 sec.
Réglage 0,1 – 10 sec.
CrC = courant de remplissage cratère exprimé en
pourcentage de la vitesse du l de soudure. Default 60%.
Plage de réglage 10 – 200%.
TCr = durée du courant de remplissage. Default 0,5 sec.
Réglage 0,1 – 10 sec.
5- PrF (Pre gaz).
Le réglage peut varier de 0 à 3 secondes.
6- Pof (post gaz).
Le réglage peut varier de 0 à 30 secondes.
7- Acc ( accostage ).
Le réglage peut varier de 0 à 100%.
Est la vitesse du l, exprimée en pourcentage de la vitesse
enregistrée pour la soudure, avant que le l touche la
pièce à souder.
Ce réglage est important pour avoir toujours de bons
démarrages.
Réglage du fabricant « Au» automatique.
La valeur peut être modiée avec le bouton AN. Si, la valeur
étant modiée, on désire revenir aux enregistrements
originaux,
appuyer sur la touche AV jusqu’à quand le sigle «Au» est
afché de nouveau sur le display AM.
8- BB (burn back).
Le réglage peut varier de 4 à 250 ms. Est utilisé pour
régler la longueur du l sortant de la buse gaz après la
soudure. À un numéro plus élevé correspond une brûlure
du l plus grande.
Réglage du fabricant « Au» automatique.
Si, la valeur étant modiée, on désire revenir aux
enregistrements originaux appuyer sur la touche AV
jusqu’à quand le sigle«Au» est afché de nouveau sur le
display AM.
9- L (impédance ).
Le réglage peut varier de - 9,9à +9,9. Zéro est la valeur
enregistrée par le fabricant; si le numéro est négatif
l’impédance diminue et l’arc devient plus dur tandis que
si l’impédance augmente l’arc est plus doux.
10- dP ( Double pulsation)
Ce type de soudure fait varier l’intensité de courant entre
deux niveaux et peut être inséré dans tous les programmes
synergiques. Avant de l’enregistrer il faut réaliser un bref
cordon pour déterminer la vitesse la plus proche de la
soudure à exécuter. De cette façon la vitesse de référence
est déterminée.
Pour activer la fonction, procéder de la manière suivante :
A) Activer la fonction en tournant le bouton AN jusqu’à
quand le sigle «On» est afché de nouveau sur le display
AM.
B)- Tourner le bouton AI jusqu’à quand le sigle FdP
(fréquence double pulsation) est afché sur le display AL.
Le display AM visualise le sigle OFF (éteint).
Tourner le bouton AN pour sélectionner la fréquence de
travail (plage de réglage de 0,5 à 5 Hz). La valeur choisie
est visualisée sur le display AM.
C)- Tourner le bouton AI jusqu’à quand le sigle ddP
(différence en mt/min de la double pulsation).
Tourner le bouton AN pour sélectionner les mètres par
minute (réglage 0,1- 3m/min ) à ajouter ou soustraire à la
vitesse de référence (default 1m/min).
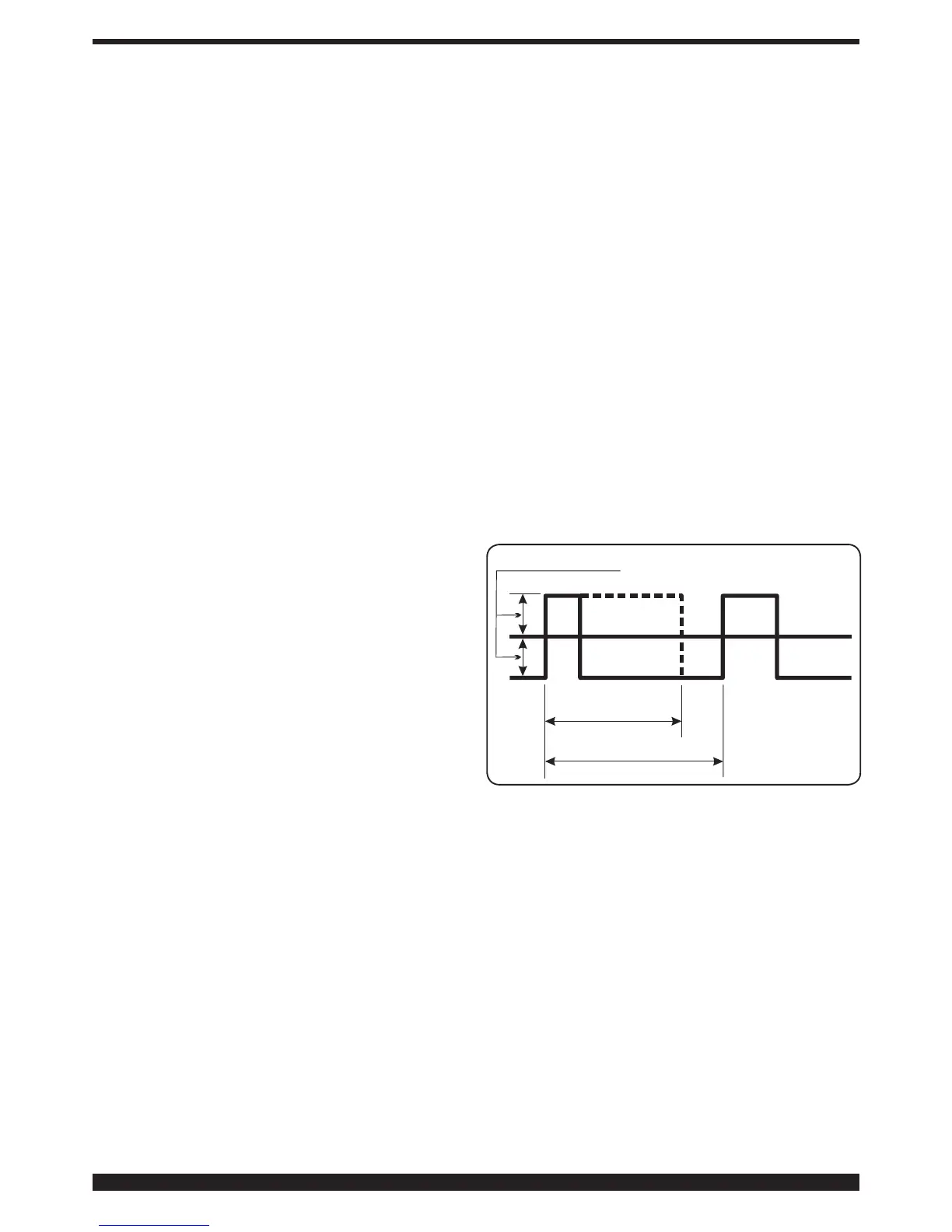
D)Tourner le bouchon réservoir AI jusqu’à quand le sigle
tdP est afche. Cette valeur est la durée de la vitesse de
l la plus élevée, c’-à-d. le courant le plus élevé. Cette
valeur est exprimée en pourcentage du temps obtenu de
la fréquence Fdp ( Voir gure 3).
VITESSE DE
REFERENCE
Fig. 3
Tourner le bouton AN pour régler le pourcentage. Plage
de réglage entre 25 et 75% (default 50%).
E)- Tourner le bouton AI jusqu’à quand est afché le sigle
AdP (longueur d’arc du courant le plus élevé). Plage de
réglage -9,9 + 9,9 (default 0).
Pendant la soudure, vérier si la longueur de l’arc est
la même pour les deux courants; Au besoin, tourner le
bouton AN pour la corriger.
Note: il est possible de souder à l’intérieur des fonctions
de double pulsation.
Ces réglages étant effectués, pour revenir à la conguration
normale du panneau appuyer brièvement sur la touche
AE.
Au besoin, régler la longueur de l’arc du courant le plus
réduit de la vitesse la plus basse, agir sur le réglage
de la longueur de l’arc de la vitesse de référence. Si on
change la vitesse de référence, les valeurs préalablement
enregistrées seront répétées également pour la nouvelle
vitesse.
 Loading...
Loading...