22
60%. Regulación 10 ÷ 200%.
TCr = tiempo de duración de la corriente de llenado.
Default 0,5 sec. Regulación 0,1 ÷ 10 seg.
5- Prf (Pre gas).
El ajuste puede variar desde 0 a 3 segundos.
6- Pof (post gas).
El ajuste puede variar desde 0 a 30 segundos.
7- Acc (acercamiento).
El ajuste puede variar desde el 0 al 100%.
Es la velocidad del hilo, expresada en porcentaje de la
velocidad programada para la soldadura, antes de que el
mismo toque la pieza que hay que soldar.
Este ajuste es importante para obtener siempre buenas
partidas.
Ajuste del constructor “Au” automático.
El valor se modica con la manecilla AN. Si, una vez
modicado, se quiere volver a las conguraciones
originales,
presionar la tecla AV hasta que aparezca la sigla “Au” en
el display AM.
8- BB (burn back).
El ajuste puede variar desde 4 a 250 ms. Sirve para regular
la longitud del hilo que sale de la tobera gas después de
la soldadura. A un mayor numero corresponde un mayor
quemado del hilo.
Ajuste del constructor “ Au” automático.
Si una vez modicado, se quisiera volver a la programación
original, pulsar la tecla AV hasta que vuelva a aparecer la
sigla “Au” en el display AM.
9- L (impedancia).
El ajuste puede variar desde -9,9 a +9,9. El cero es el
ajuste programado por el constructor, si el numero fuese
negativo la impedancia disminuiría y el arco se volvería
más duro mientras que si se aumentase, se volvería más
suave.
10- dP (Doble pulsación)
Este tipo de soldadura hace cambiar la intensidad de
corriente entre dos niveles y puede ser insertado en
todos los programas sinérgicos. Antes de programarla
es necesario efectuar un breve cordón para determinar
la velocidad más cercana a la soldadura que se deba
realizar. Se determina así la velocidad de referencia.
Para activar la función actuar como sigue:
A) - Activar la función girando la manecilla AN hasta que
aparezca la palabra On en el display AM.
B)- Girar la manecilla AI hasta que aparezca la sigla FdP
(frecuencia doble pulsación) en el display AL. El display
AM visualiza la sigla OFF (apagado).
Girar la manecilla AN para seleccionar la frecuencia de
trabajo (regulación de 0,5 a 5 Hz). El valor elegido viene
visualizado por el display AM.
C)- Girar la manecilla AI hasta que aparezca la sigla ddP
(diferencia en m/min de la doble pulsación).
Girar la manecilla AN para seleccionar los metros por
minuto (regulación de 0,1 a 3 m/min) que se sumarán o
restarán a la velocidad de referencia (default 1m/min).
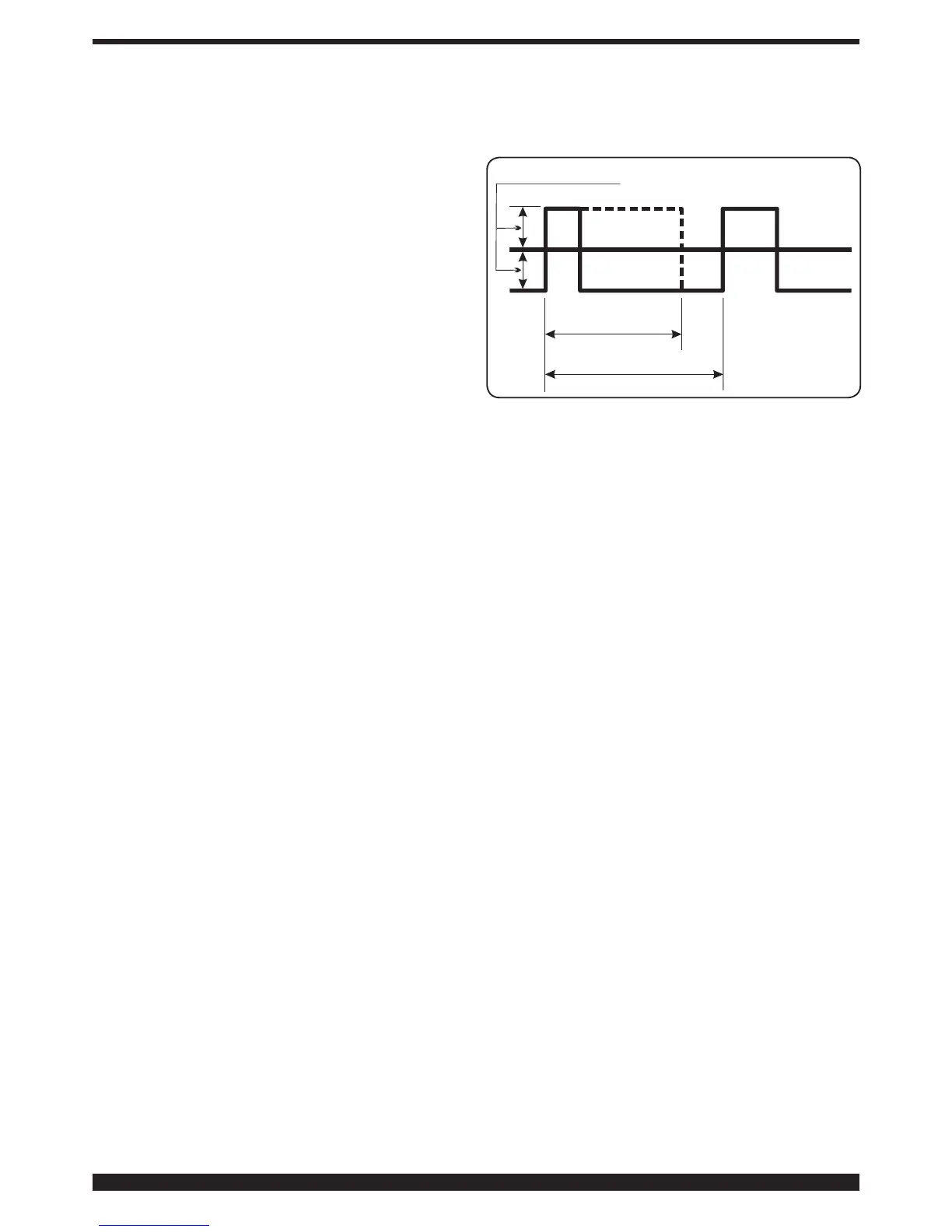
D)- Girar la manecilla AI hasta que aparezca la sigla tdP.
Este es el tiempo de duración de la velocidad de hilo
más alta, es decir de la corriente mayor. Se expresa en
porcentaje del tiempo obtenido por la frecuencia Fdp (ver
gura 3).
VELOCIDAD
DE REFE-
RENCIA
Fig. 3
Girar la manecilla AN para regular el porcentaje.
Regulación entre 25 y 75% (default 50%).
E)- Girar la manecilla AI hasta que aparezca la sigla AdP
(longitud del arco de la corriente mayor). Regulación entre
-9,9 y 9,9 (default 0).
Vericar, en soldadura, que la longitud del arco sea
la misma para ambas corrientes; si necesario girar la
manecilla AN para corregirla.
Nota: es posible soldar al interno de las funciones de
doble pulsación.
Una vez realizadas estas regulaciones para volver a la
conguración normal del tablero presionar brevemente
el pulsador AE.
Si fuese necesario regular la longitud del arco de la
corriente más baja, velocidad menor, maniobrar en la
regulación de la longitud de arco de la velocidad de
referencia. Moviendo la velocidad de referencia las
programaciones precedentemente reguladas se repetirán
también para la nueva velocidad.
11- PP (push-pull).
Montando la antorcha Push-Pull (EL 900005) se habilita la
función PPF (Push Pull Force) que regula el par de arrastre
del motor del push pull para hacer linear el avance del
hilo. El ajuste se efectúa con la manecilla AN y puede
variar desde el 99 al -99. El ajuste estándar es 0.
12- Ito. (inching time out).
El objetivo es el de bloquear la soldadora si, después
del Start, el hilo saliese fuera de la antorcha, sin paso de
corriente.
La salida del hilo de la antorcha se puede ajustar desde
5 a 50 centímetros con la manecilla AN. Una vez llamada
la función esta podrá ser activada (On ) o apagada (Off).
13- Fac. (factory).
El objetivo es el de llevar la soldadora a la programación de
la primera entrega. Seleccionada la función, el display AM
visualizará: noP = lleva la soldadora a la programación de
la primera entrega ignorando los programas memorizados,
Prg = cancela todos los programas memorizados y ALL
= lleva la soldadora a la programación de la primera
entrega.