New 3200-992
February, 2011
Cornell Pump Company
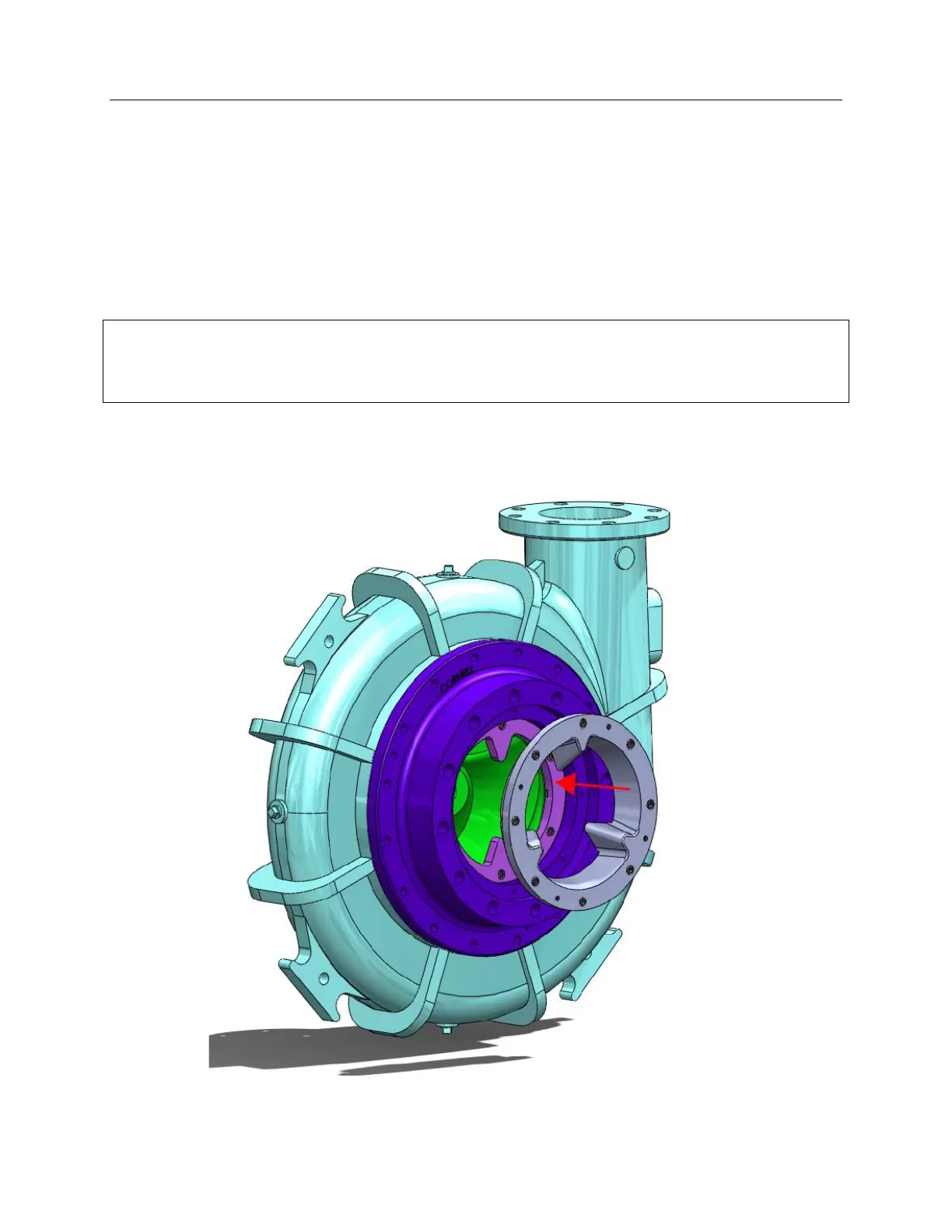
Register stationary cutter plate (392B) to volute casing (2) and suction cover (1) (if applicable) till
the stationary cutter plate bottoms out on rotating cutter ring (392A) Figure 7. Evenly adjust set screws
to a .010” to .020” clearance (Each 1/4 turn of set screw is approximately .010” of adjustment) Figure 8.
Initially start with a quarter turn of each set screw and then check clearances. Loosely tighten stationary
cutter plate to volute and/or suction cover with cap screws. Evenly torque cap screws to recommended
20ft-lb. Re-check cutter clearance and adjust set screws and cap screws as necessary to achieve
clearances. Check for rubbing of assembly by rotating the pump. Re-do clearances if rubbing occurs.
The set clearances may need to be increased if this occurs.
WARNING
Stationary cutter plate should NOT protrude above the volute casing or suction cover. Do NOT
reassemble if this condition exists. Pump will not seal.
Figure 7. Registering Stationary Cutter Plate to Pump Assembly
 Loading...
Loading...