C:06:02
Engine
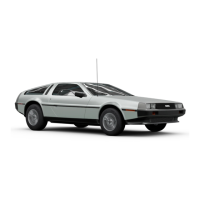
OVERHAULING-Fig.
38
Clean gasket faces on cylinder heads and cylinder
block using paint stripper (protect oil holes) 4 and
5.
Take care not to let any foreign matter enter the
oilways which could block the rocker arm jet holes
and lead to excessive wear of cam lobes and
rocker arm fingers.
Clean inside the cylinder block, particularly the
locating flanges for the liner base seals and
crankshaft.
Extract the cylinder head locating roll pins (C) and
(D).
Check condition of:
oil pump
and cylinder heads; check their gasket faces for
truth (resurfacing not permitted)
Grind in the valves and re-cut the valve seats.
Change the "liner-piston" assemblies. (Fig. 49)
LINER PROTRUSION
Excelnyl liner base seals are used in the engine.
They are available in the following thicknesses:
blue tag 0,087 mm (.0034")
white tag 0,102 mm
(.004")
red tag
~
0,122 mm (.0048")
yellow tag 0,147 mm (.0058")
With liner base seals in position, the amount of
liner protrusion above the cylinder block face
should be
between 0,16 and 0,23 mm (.0063 to .0091")
work as close to 0,23 mm as possible.
The new liners need not
oe
inserted
with
an
angular reference.
Difference in level liner to liner
mav
De made by
selective insertion.
To select the correct liner base seals, the amount
of protrusion of each "liner-piston-connecting
rod"
assembly, without
its
seal,
must be
determined for each block of cylinders.
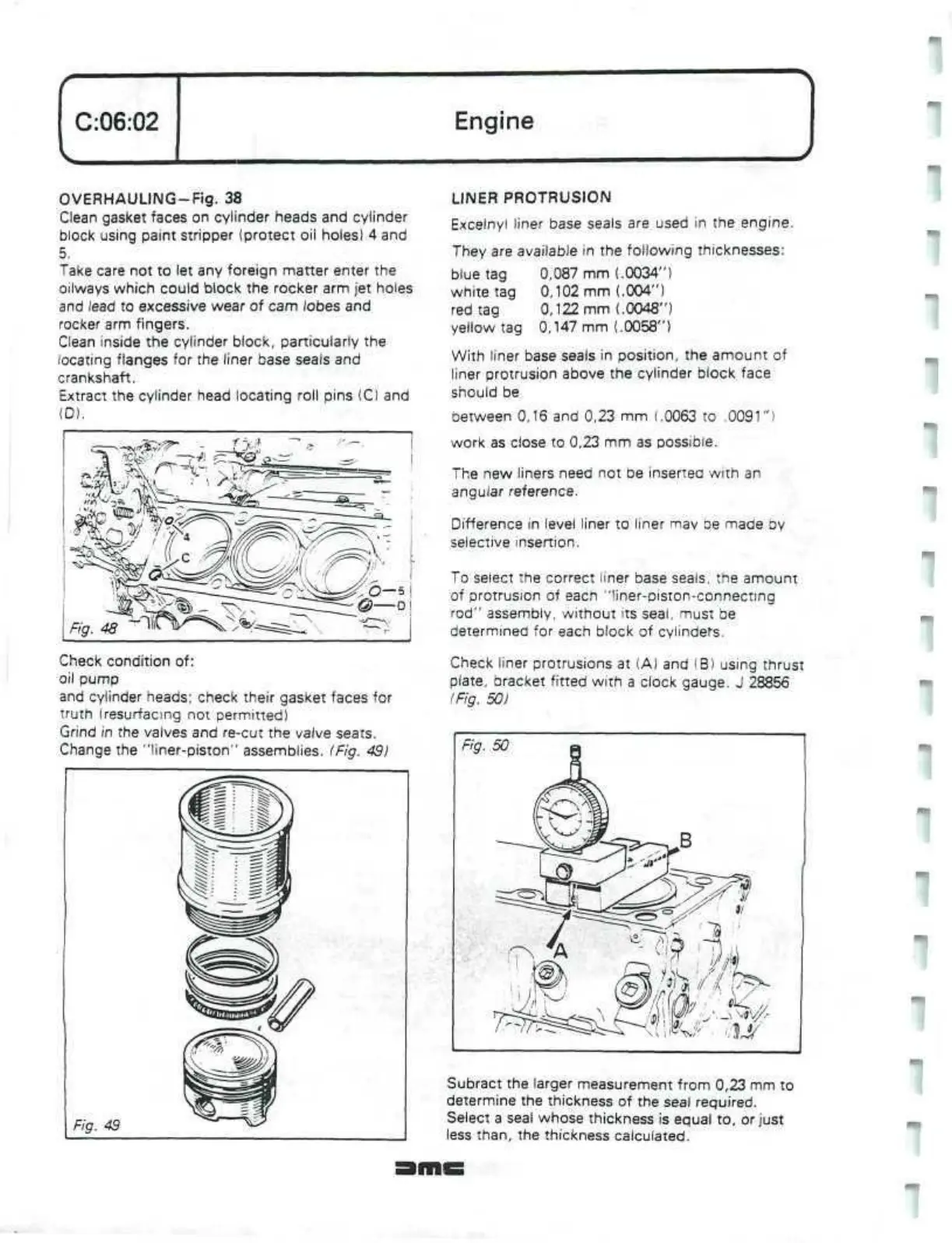
Check liner protrusions at (A) and !B) using thrust
plate,
bracket fitted with a clock gauge. J 28856
(Fig. 50}
Fig. 50
Subract the larger measurement from 0,23 mm to
determine the thickness of the seal required.
Select a seal whose thickness is equal to, or just
less
than,
the thickness calculated.
 Loading...
Loading...