24
2.
Adjustable outer ange clamping (B1, B2).
The outer ange (12) should be adjusted to suit different wheel thickness. For thinner
cutting or diamond wheels the raised part of the outer ange is tted facing away from
the wheel. For thicker grinding wheels the raised part of the outer ange is tted facing
towards the wheel to provide improved support for the wheel hole. Always ensure your
wheel is securely clamped.
3.
Grinding/Cutting Wheel (B3).
Pay attention to the dimensions of the grinding wheel. The mounting hole diameter must
t the inner ange (11) without play. Do not use reducers or adapters.
When using a diamond cutting wheel, take care that the direction-of-rotation arrow on the
diamond cutting wheel and the direction of rotation of the machine (direction-of-rotation
arrow on the machine head) agree.
Screw on the outer ange (12) and tighten with the two-pin spanner (15).
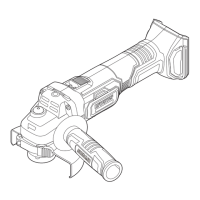
ADJUSTING THE SAFETY GUARD (C).
For work with grinding or cutting wheels, the safety guard must be mounted.
Open the clamping lever (10). Place the safety guard (9 or 14) with coded projection into
the coded groove on the spindle of the machine head and rotate to the required position
(working position).
To fasten the safety guard (9 or 14), close the clamping lever and loosen the clamp
adjustment bolt, if necessary. The closed side of the safety guard (9 or 14) must always
point to the operator.
NOTE:
With the clamping lever (10) open the clamp adjustment bolt (17)
can be adjusted to ensure the guard is securely clamped after the clamping
lever (10) is nally closed.
WARNING!
For cutting, always work with the wheel guard for cutting.
For grinding, always work with the wheel guard for grinding.