- 7 -
3. PARAMETRIC PROGRAMMING. NEW FUNCTION: F34
Function F34 returns the number of the tool being dealt with.
P27=F34 Parameter P27 takes the value of the new tool being dealt with.
This function must be used when working with a subroutine associated with the tool change.
When using it outside that subroutine, function F34 returns the value of "100".
Version 7.3 (March 1998)
1. PLCI. Input I87
While the CNC is threading (G84), PLCI input I87 is set to “1”.
Note: Input I97 indicates rigid tapping.
Version 7.4 (May 1999)
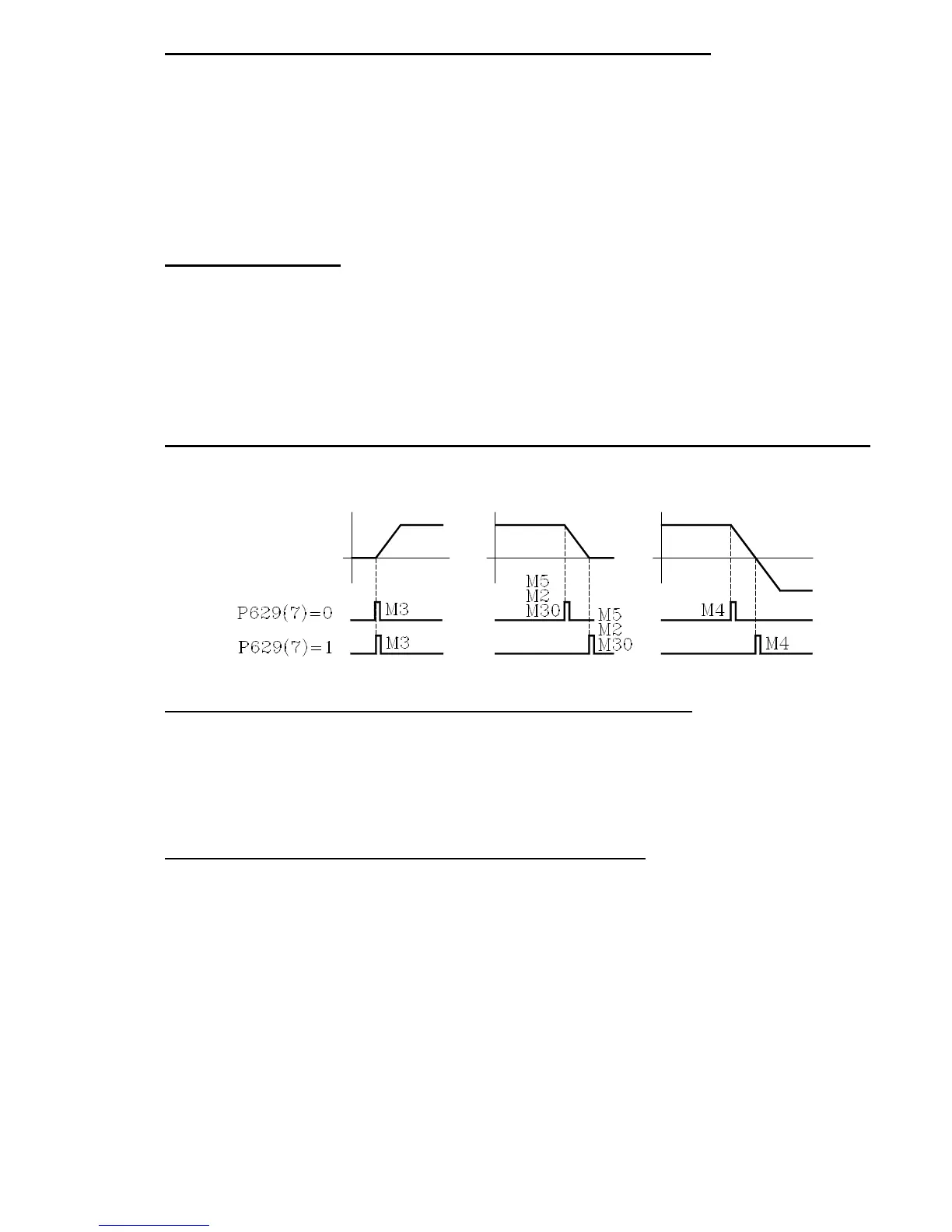
1. NEW MACHINE PARAMETER ASSOCIATED WITH THE M FUNCTIONS
Machine parameter "P629(7)" indicates when the M3, M4, M5 functions are sent out while accelerating or decelerating
the spindle.
2. CANCEL TOOL OFFSET DURING A TOOL CHANGE
From this version on, it is possible to execute a "T.0" type block inside the subroutine associated with the tool to cancel
the tool offset. This lets move to a particular position without the need for cumbersome calculations.
Only the tool offset may be canceled (T.0) or modified (T.xx). The tool cannot be changed (Txx.xx) inside the subroutine
associated with the tool.
3. DIVIDING FACTOR FOR FEEDBACK SIGNALS
Parameters P631(8), P631(7), P631(6), P631(5) and P631(4) are used together with P604(8), P604(7), P604(6), P604(5) and
P616(8) which indicate the multiplying factor to be applied to the feedback signals of the X, Y, Z, W, V axes respectively.
X axis Y axis Z axis W axis V axis
P604(8) P604(7) P604(6) P604(5) P616(8)
P631(8) P631(7) P631(6) P631(5) P631(4)
Indicate whether the feedback signals are divided (=1) or not (=0).
P631(8)=0, P631(7)=0, P631(6)=0, P631(5)=0 and P631(4)=0 They are not divided
P631(8)=1, P631(7)=1, P631(6)=1, P631(5)=1 and P631(4)=1 They are divided by two.
Example:
We wish to obtain a resolution of 0.01 mm with a squarewave encoders mounted on the X axis with 5mm pitch ballscrew
Nr of pulses = ballscrew pitch / (Multiplying factor x Resolution)
With P604(8)=0 & P631(8)=0 x4 multiplying factor Nr of pulses = 125
With P604(8)=1 & P631(8)=0 x2 multiplying factor Nr of pulses = 250
With P604(8)=0 & P631(8)=1 x2 multiplying factor Nr of pulses = 250
With P604(8)=1 & P631(8)=1 x1 multiplying factor Nr of pulses = 500
 Loading...
Loading...

