6 If the cylinder block is not very dirty, you
can do an adequate cleaning job with hot (as
hot as you can stand!), soapy water and a stiff
brush. Take plenty of time, and do a thorough
job. Regardless of the cleaning method used,
be sure to clean all oil holes and galleries very
thoroughly, and to dry all components well.
Protect the cylinder bores as described
above, to prevent rusting.
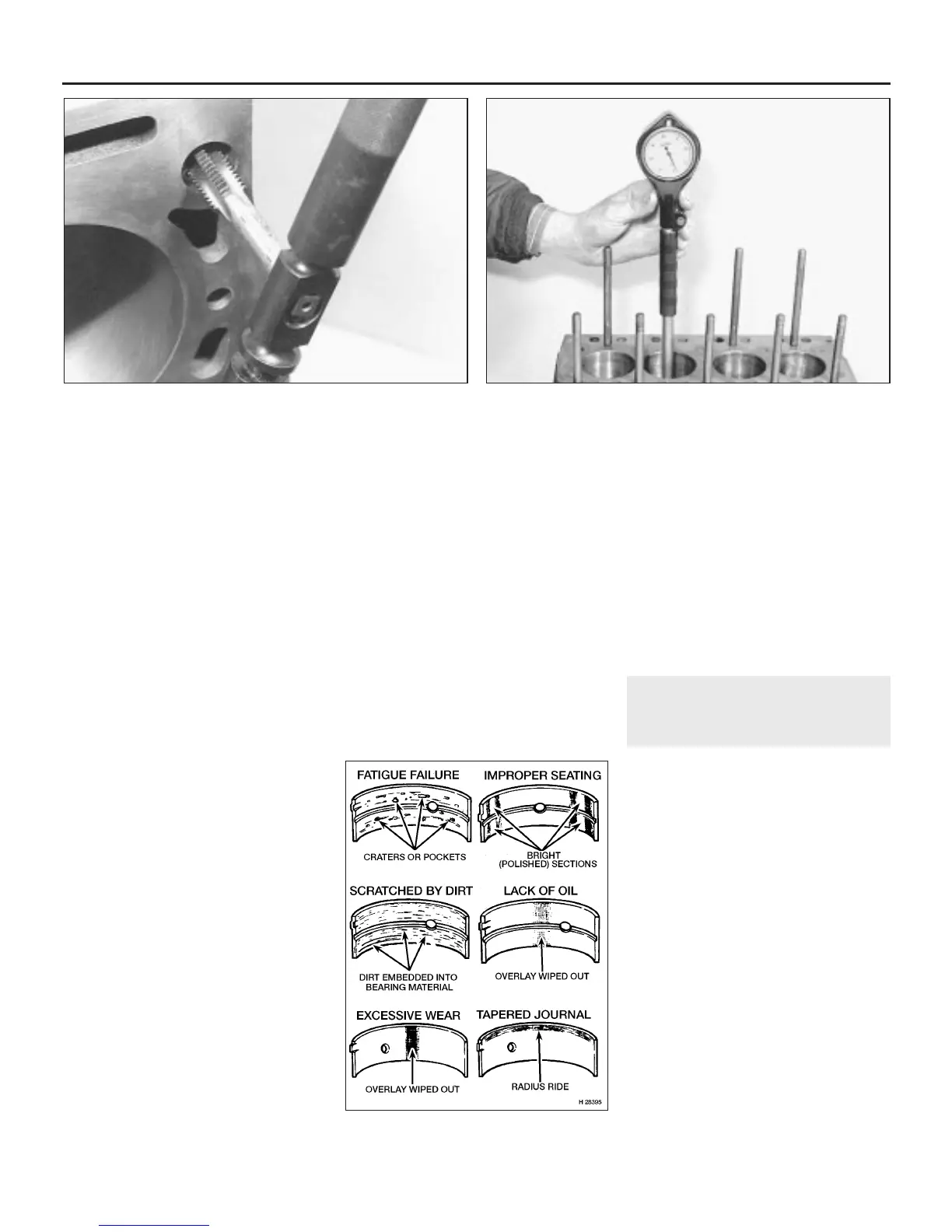
7 All threaded holes must be clean, to ensure
accurate torque readings during reassembly.
To clean the threads, run the correct-size tap
into each of the holes to remove rust,
corrosion, thread sealant or sludge, and to
restore damaged threads (see illustration). If
possible, use compressed air to clear the
holes of debris produced by this operation.
8 Apply suitable sealant to the new oil gallery
plugs, and insert them into the holes in the
block. Tighten them securely.
9 If the engine is not going to be reassembled
right away, cover it with a large plastic bag to
keep it clean; protect all mating surfaces and
the cylinder bores as described above, to
prevent rusting.
Inspection
10 Visually check the castings for cracks and
corrosion. Look for stripped threads in the
threaded holes. If there has been any history
of internal water leakage, it may be worthwhile
having an engine overhaul specialist check
the cylinder block/crankcase with special
equipment. If defects are found, have them
repaired if possible, or renew the assembly.
11 Check each cylinder bore for scuffing and
scoring. Check for signs of a wear ridge at the
top of the cylinder, indicating that the bore is
excessively worn.
12 If the necessary measuring equipment is
available, measure the bore diameter of each
cylinder at the top (just under the wear ridge),
centre, and bottom of the cylinder bore,
parallel to the crankshaft axis (see
illustration).
13 Next, measure the bore diameter at the
same three locations, at right-angles to the
crankshaft axis. As no tolerance figures are
actually stated by Rover, if there is any doubt
about the condition of the cylinder bores,
seek the advice of a Rover dealer or suitable
engine reconditioning specialist.
14 Having measured the cylinder bores,
subtract the piston diameters measured
previously to obtain the piston-to-bore
clearance for each cylinder. If the clearances
are outside the tolerance range then, assuming
that the cylinder bores are satisfactory, it will be
necessary to fit new pistons of the correct size.
If this is the case, the bores should be honed,
to allow the new rings to bed in correctly and
provide the best possible seal. Honing is an
operation that will be carried out for you by an
engine reconditioning specialist.
15 If the cylinder bores are not in perfect
condition, and providing they have not already
been rebored to their maximum oversize limit,
it should be possible to rectify any problems
found by having the cylinder bores rebored
and to fit matching oversize pistons.
16 After all machining operations are
completed, the entire block/crankcase must
be washed very thoroughly with warm soapy
water to remove all traces of abrasive grit
produced during the machining operations.
When the cylinder block/crankcase is
completely clean, rinse it thoroughly and dry
it, then lightly oil all exposed machined
surfaces, to prevent rusting.
14 Main and big-end bearings -
inspection and selection
3
Inspection
1 Even though the main and big-end bearing
shells should be renewed during the engine
overhaul, the old shells should be retained for
close examination, as they may reveal
valuable information about the condition of
the engine.
2 Bearing failure occurs because of lack of
lubrication, the presence of dirt or other
foreign particles, overloading the engine, and
corrosion (see illustration). Regardless of the
cause of bearing failure, the cause must be
corrected (where applicable) before the
engine is reassembled, to prevent it from
happening again.
3 When examining the bearing shells, remove
them from the cylinder block/crankcase and
main bearing caps, and from the connecting
rods and the big-end bearing caps, then lay
them out on a clean surface in the same
general position as their location in the
engine. This will enable you to match any
bearing problems with the corresponding
crankshaft journal. Do not touch any shell’s
2B•18 Engine removal and overhaul procedures
14.2 Typical bearing failures
13.7 Using a tap to restore cylinder block threads 13.12 Using a bore gauge to check for cylinder bore wear
 Loading...
Loading...