EN-6
PLASMA ARC AND BASIC PRINCIPLES
FOR THE PERFORMANCE OF PLASMA
CUTTING
• Plasma is a gas that is heated to an extremely
high temperature and ionised so that it beco-
mes a conductor of electricity.
• This cutting procedure utilises the plasma to
transfer the electric arc to the metal workpiece,
which is melted by the heatand then separated.
• The torch uses compressed air from a single
source, for both the plasma and cooling and
protective gas.
• The start of the cycle is determided by an arc,
called the pilot arc, which is struck between
the mobile electrode(negative polarity) and
the torch nozzle (positive polarity) due to the
short circuit between these two elements.
• When the torch is brought into direct contact
with the workpiece to be cut (connetcted to
the positive polarity of the power source) the
pilot arc is transfered between the electrode
and the workpiece itself thus striking a pla-
sma arc, also called cutting arc.
• The duration of the pilot arc is set in the fat-
cory at 3 seconds; if the transfer has not been
made within this time, the cycle is automati-
cally stopped except for the cooling air which
is kept on.
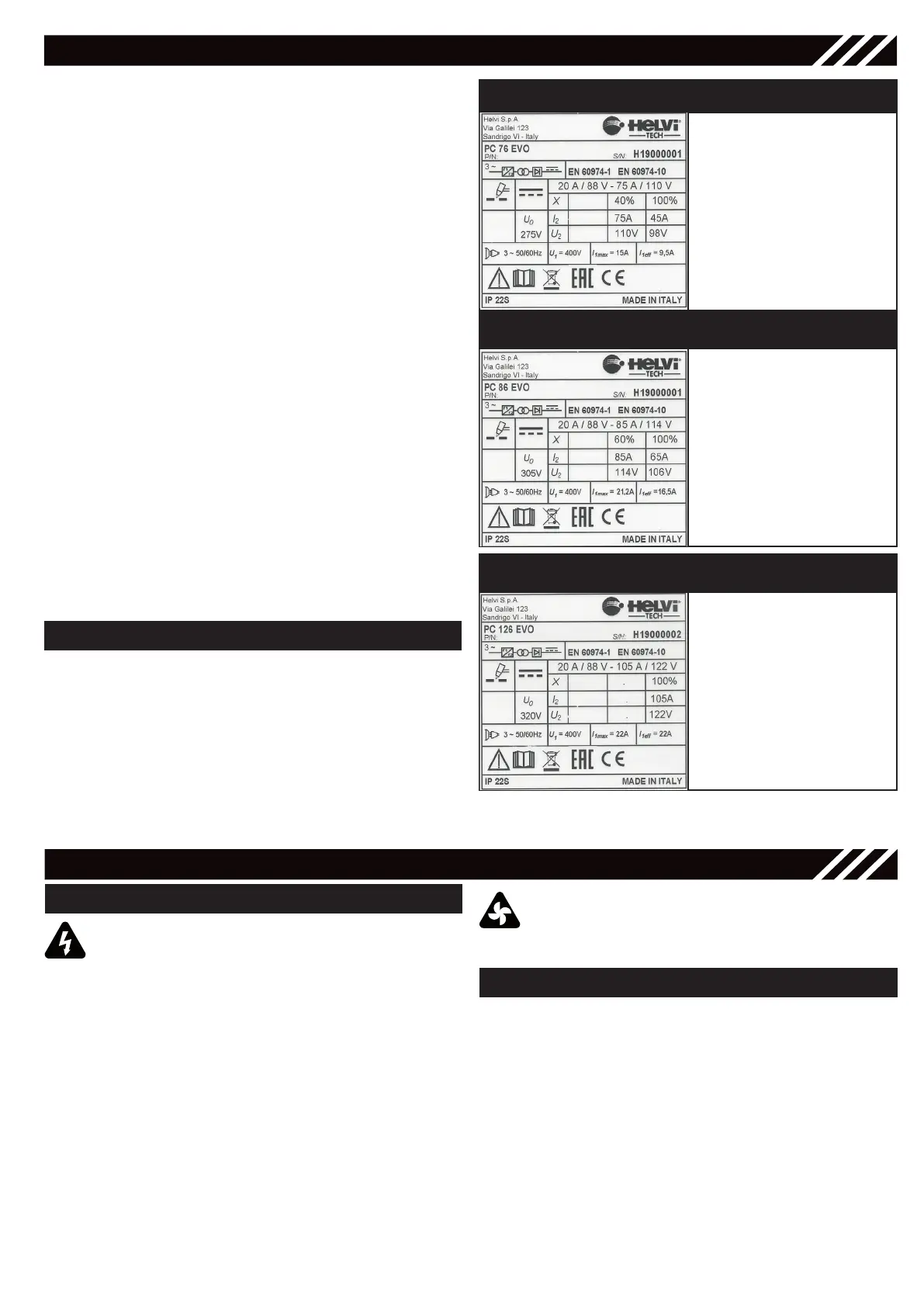
TECHNICAL INFORMATION
The figures in Table 2 may differ from the
values on the information plates fixed to
the rear panel of the generators.
Note: For more information on the perfor-
mance of the product you have just pur-
chased, please refer to the values on the
information plates.
GENERAL INFORMATION
INSTALLATION
Be sure to locate the welder according
to the following guidelines.
• In areas, free from moisture and dust;
• Ambient temperature between 0° to 40°C;
• In areas, free from oil, steam and corrosive
gases;
• In areas, not subjected to abnormal vibration
or shock;
• In areas, not exposed to direct sunlight or rain;
• Make sure that obstacles do not prevent the
cooling air flow out of front and rear ope-
nings of the machine.
• Arrange an open space of at least 5m around
the machine.
• In the case the machine has to be moved,
always disconnect the plug from the outlet
and gather the cables and pipes so as not to
damage them.
Since the inhalation of welding fumes
can be harmful, ensure that the welding
area is effectively ventilated.
MAIN SUPPLY VOLTAGE REQUIREMENTS
Before you make any electrical connection,
check that supply voltage and frequency avai-
lable at site are those stated in the ratings la-
bel of your generator.
The main supply voltage should be within ±10% of
the rated main supply voltage. Too low a voltage
may cause poor welding performance. Too high a
supply voltage will cause components to overheat
and possibly fail. The welder Power Source must be:
• Correctly installed, if necessary, by a qualified
electrician;
• Correctly grounded (electrically) in accordan-
ce with local regulations;
• Connected to the correct size electric circuit.
LOCATION
PC 76 EVO
PC 86 EVO
PC 126 EVO