DEGREE POINTER INSTALLATION
Current production forming dies are made to accept a degree pointer. This is supplied as a straight piece of 3/32" copper coated
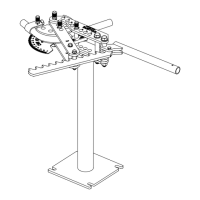
steelrod.Theillustrationbelowshowsthepointerinstalledontheformingdie.Youwillneedpliersandawirecuttertotthepointer.
Firstinstallthediesetintothebender,preferablywithalengthoftubinginstalledalso.Onthebacksideoftheformingdie'sdieblock,
youwillseeathingroovewithawasherandboltinstallednexttoit.Usingtheillustrationbelowasaguide,bendthewirepointer
tot,makingsureitclearstheU-strapanddrivelinks.Allowapproximately1/16"clearanceabovethedegreemarkings.Notice
we've placed a small bend in the pointer's lower end so that it aligns with the degree markings. This makes it easier to read when
bending.Whenyouarehappywiththet,tightenthepointerlockbolttosecurethepointerontotheformingdie.Thepointershould
beleftonthedieevenafterthedieisremovedfromthebender.Whenstoringthediesetbecarefulnottobendupthepointer.
However, this is just common 3/32"
copper coated TIG welding rod, so if
you do manage to mangle, damage,
decimate, disgure, batter, hurt, mutilate,
warp, destroy, lose, smash, wreck,
maim, ravage, sabotage, trash, demolish,
vandalize, incapacitate, ruin, obliterate,
cripple, (... deep breath ...) spoil, break,
annihilate, brutalize, make inoperable, or
otherwise extinguish its very existence,
just visit your local welding supply to get
a new one.
Pointer
Die Block
Figure 12 - Pointer installed on the backside of the Die Block
- 6 -
SQUARE AND RECTANGULAR GROOVE DIES:
Squaregroovediesoperatesimilartotheroundgroovediesexplainedearlierwiththeseexceptions:
1) The bottom of the groove has a raised crown machined into it. This starts the depression in the bottom side of the
tubingduringbendingtopreventthetubefromkinkingandhelpskeepthesidesreasonablystraight.Notethat
square tubing will always sink in on the outside and inside of the bend.
2) TheU-strapclampusesabolttotightlysecurethetubingtothedieblock.ThisboltpressesagainstaHshaped
steel plate to prevent the bolt from marring the tubing. To the right is an illustration of the tubing installed in the
forming die.
3) The followbar does not utilize inserts. It is
machined from one solid piece.
4) You must lubricate both the outside of the
tubing and the COMPLETE groove in the
forming die before bending. Square tubing
tends to wedge itself into the forming die
while bending and generally requires
a large rubber mallet to tap it out when
nished.Thebiggerthetubing,theworse
theproblem.Withoutlubricantitcanbe
very difcult to remove the tubing from
the die. This problem is not specic to
theModel3Bender,buttoALLbenders
utilizing a one piece die.
Pointer Lock Bolt
HPLate
Followbar
Figure 11 - Square die set components
U-Strap
 Loading...
Loading...