2.4 Symbols of materials
Symbol Illustrations
1 Steel and cast steel
2 Cold work tool steel
3
Stainless steel and high temperature-resistant steel
4 Cast iron with lamellar graphite (grey cast iron GG)
5 with spheroidal and nodular graphite (GGG)Cast iron
6 Cast aluminum alloys
7 Copper - zinc alloys (brass)
8 Copper-alu /copper-tin alloys (bronze)
9 Copper
3 Preparation
Selection of the workpiece to be tested and preparation of its surface
prior to testing will help insure accuracy. Magnetism of the sample itself
should be avoided. The surface temperature of sample should be less
than 120 °C.
3.1 Weight Requirement
To achieve correct test results, select thick, heavy, and solid workpieces
for testing whenever possible. The surface area where the impact body
strikes should have an even hardness.
A solid workpiece that weighs more than 11lbs. (5Kg) can be tested on
directly with the this hardness testers. Support is not necessary for
heavy sample.
A workpiece that weighs 6 to 11lbs. (3 to 5Kg) should be fixed to a
bearing or support weighing over 11lbs (5kg) to avoid bending,
deformation, and displacement during testing.
A workpiece that weighs less than 4 lbs. (2Kg) should be secured to a
workbench or a stable support. The surface between the workpiece and
the support must be hard, clean, and smooth. To secure the workpiece,
apply petroleum jelly or yellow grease to the adjoining surfaces of the
workpiece and support, press the workpiece firmly onto the support, and
eliminate any air between the two surfaces by moving the workpiece
back and forth.
Proper coupling requires a little experience. Insufficiently coupled
samples produce large variations of individual measurements, HL-
values which are too low and the operation is characterized by a rattling
noise upon impact of the test tip.
For the coupling operation, the following prerequisites must be fulfilled:
* The contact surface of the sample and the surface of the base
plate must be flat, plane parallel and ground.
* The direction of the test impact must be perpendicular to the coupled
5
surface.
* Minimum thickness of the sample for coupling (3mm).
3.2 Roughness Requirement
To eliminate measurement errors which could result from the roughness
of the test surface, the surface should be polished so that a metallic
luster appears. The roughness (Ra) of the surface must be limited to ≤
2µm. Note that the rougher the surface of the workpiece, the lower the
hardness test results.
3.3 Cleanliness Requirements
To ensure test accuracy, the test surface of the workpiece must be clean
and free of any oil stains, rust, and remains from electro-plating or paint.
3.4 Stability Requirements
To avoid displacement during testing, the workpiece should be firmly
fixed with its test surface perpendicular to the impact direction. Due to
the impact of the Impact Body, the test area may deform or vibrate, even
for some workpieces with suitable weight and thickness.
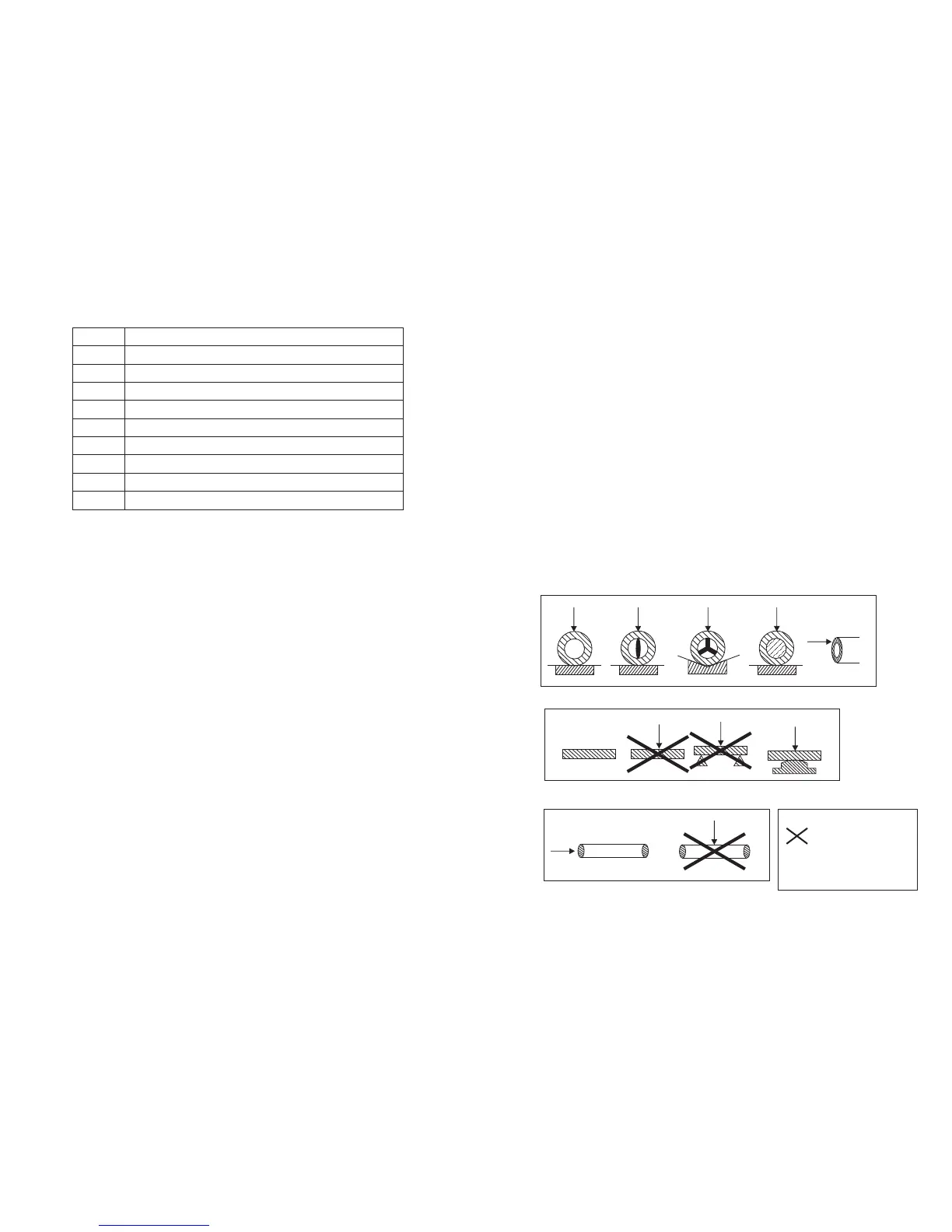
The tested hardness may be lower than normal. This is especially true
for workpieces such as a large plate, a long bar or a rod, and workpieces
with a curved surface. Some testing recommendations for these
workpieces are shown in figure 3.1
(1)PIPE
(2)PLATE
(3)ROD or LONG BAR
Note:
This indicates an
improper test.
Otherwise, test
method is accurate.
6
Fig 3.1

 Loading...
Loading...