26 Fr
Soudeuse à dévidage de fil-électrode
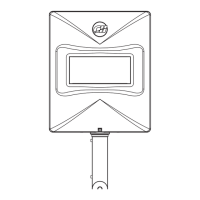
1 Assemblage du chalumeau et
tuyau (MIG) WC403660AV 1
2 Pointe de contact - 0,035 po (0,9 mm) WT501400AV 1
Pointe de contact optionnelle -
0,024 po (0,6 mm) paquet de 4 WT501200AJ †
Pointe de contact optionnelle -
0,030 po (0,8 mm) paquet de 4 WT501300AJ †
Pointe de contact optionnelle -
0,035 po (0,9 mm) paquet de 4 WT501400AJ †
3 Buse WT502100AV 1
4 Rouleau entraîneur WC500805AV 1
5 Assemblage du tablier d'entraînement WC500800AJ 1
6 Broche et grille WC707018AV 1
7 Dispositif de retenue de bobine WC707024AV 1
8 Ressort de retenue de bobine WC707026AV 1
9 Anneau de retenue de bobine WC707023AV 1
10 Fil de soudure fourré - 0,030 po (0,8 mm)
2 lb (0,9 kg) Rouleau (E71T-GS) WE200001AV †
Fil de soudure fourré - 0,030 po (0,8 mm)
10 lb (4,5 kg) Rouleau (E71T-GS) WE201000AV †
Fil de soudure fourré - 0,035 po (0,9 mm)
2 lb (0,9 kg) Rouleau (E71T-GS) WE200501AV †
Fil de soudure fourré - 0,035 po (0,9 mm)
10 lb (4,5 kg) Rouleau (E71T-GS) WE201500AV †
Fil de soudure MIG - 0,024 po (0,6 mm)
2 lb (0,9 kg) Rouleau (ER70S6) WE300001AV †
No de
réf. Description No de pièce Qté.
Fil de soudure MIG - 0,024 po (0,6 mm)
11 lb (5 kg) Rouleau (ER70S6) WE301500AV †
Fil de soudure MIG - 0,030 po (0,8 mm)
2 lb (0,9 kg) Rouleau (ER70S6) WE300501AV †
Fil de soudure MIG - 0,030 po (0,8 mm)
11 lb (5 kg) Rouleau (ER70S6) WE302000AV †
Fil de soudure MIG - 0,035 po (0,9 mm)
2 lb (0,9 kg) Rouleau (ER70S6) WE301001AV †
Fil de soudure MIG - 0,035 po (0,9 mm)
11 lb (5 kg) Rouleau (ER70S6) WE302500AV †
Fil de soudure MIG - 0,030 po (0,8 mm)
1 lb (0,45 kg) Aluminium (ER5356) WE303001AV †
11 Dispositif de retenue de la bouteille
avec 4 vis WC302600AJ 1
12 Raccord de tuyau barbelé (externe) WC403900AV 1
Raccord rapide (interne) WC403901AV 1
13 Tuyau de gaz - 22 po (55,9 cm) WC403902AV 1
14 Collier de serrage de tuyau WC403903AV 2
15 Régulateur WC802500AV 1
16 Masque de soudage à main
(lentille non incluse) WC801700AV 1
17 Lentille ombragée
(pour masque de soudage à main) WC801100AV 1
18 Marteau/brosse de piquage WC803400AV 1
19 Décalque de sécurité DK688509AV 1
20 Trousse de barre-omnibus de polarité WC403128AV 1
Pas indiquée
† Accessoire optionnel
No de
réf. Description No de pièce Qté
3
4
1
8
9
2
11
10
7
12
6
5
Figure 15 - Pièces de rechange
Pour pièces de rechange ou
assistance technique, appeler
1 866 220-2097
S’il vous plaît fournir l’information suivante :
- Numéro de modèle
- Numéro de série (si applicable)
- Numéro et description de la pièce
Liste de pièces de rechange
General Safety
(Continued)
Do not operate electric arc welder in
areas where flammable or explosive
vapours may be present.
Take precautions to ensure flying
sparks and heat do not cause flames
in hidden areas, cracks, etc.
Fire hazard! Do not
weld on containers
or pipes that contain or have contained
flammable materials or gaseous or liquid
combustibles.
Arc welding closed
cylinders or containers
such as tanks or drums
can cause explosion if
not properly vented!
Verify that any cylinder or container to
be welded has an adequate ventilation
hole, so that expanding gases can be
released.
Do not breathe fumes
produced by arc
welding operation.
These fumes are
dangerous. If welding
area cannot be adequately ventilated,
be sure to use an air-supplied
respirator.
Keep head and face out of welding
fumes.
Extremely toxic fumes are created
when galvanized or cadmium-plated
metals or metals which contain zinc,
mercury or beryllium are heated.
Complete the following precautions
before performing electric arc
welding operations on these metals:
a. Remove coating from base metal.
b. Make sure welding area is well
ventilated.
c. Use an air-supplied respirator.
The electromagnetic field
generated during arc
welding may interfere
with the operation of
various electrical and
electronic devices such as cardiac
pacemakers. Persons using such devices
should consult with their physician prior
equipment, and CGA publication P-1
listed in Safety Standards.
Never use
flammable gasses
with MIG welders. Only inert or non-
flammable gasses such as carbon
dioxide, argon, helium or mixtures of
one or more of these gasses are
suitable for MIG welding.
Never lift cylinders
off the ground by
their valves or caps or with chains or
slings.
ADDITIONAL SAFETY STANDARDS
ANSI Standard Z49.1 from American
Welding Society.
Safe Handling of Compressed Gases
in Cylinders
CGA Pamphlet P-1, from Compressed Gas
Association.
Code for Safety in Welding and
Cutting
CSA Standard W117.2, from Canadian
Standards Association.
Cutting And Welding Processes
NFPA Standard 51B, from National Fire
Protection Association.
Safe Practices For Occupational And
Educational Eye And Face Protection
ANSI Standard Z87.1, from American
National Standards Institute.
Installation
LOCATION
Selecting the proper location can
significantly increase performance,
reliability and the life of the arc welder.
For best results use welder in a clean
and dry environment. Dust and dirt
in the welder retains moisture and
increases the wear of moving parts.
3
to performing any electric arc welding
operations.
Route wire gun and work cables
together and secure with tape when
possible.
Never wrap arc welder cables around
the body.
Always position wire gun and work
leads on the same side of the body.
Exposure to electromagnetic fields
during welding may have other
health effects which are not known.
Always be sure
welding area is
secure and free of hazards (sparks,
flames, glowing metal or slag) prior to
leaving. Be sure equipment is turned off
and excess wire is cut off. Be sure cables
are loosely coiled and out of the way. Be
sure all metal and slag has cooled.
Cylinders can explode if damaged.
Shielding gas cylinders
contain gas under high
pressure. If damaged, a
cylinder can explode.
Since gas cylinders are
normally part of the
welding process, be
sure to treat them carefully.
Protect compressed gas cylinders
from excessive heat, mechanical
shocks and arcs.
Install and secure cylinders in an
upright position by chaining them
to stationary support or equipment
cylinder rack to prevent falling or
tipping.
Keep cylinders away from any
welding or other electrical circuits.
Never allow a welding electrode to
touch any cylinder.
Use only correct shielding gas
cylinders, regulators, hoses and
fittings designed for the specific
application; maintain all parts
properly.
Turn face away from valve outlet
when opening cylinder valve.
Keep protective cap in place over
valve except when cylinder is in use
or connected for use.
Read and follow instructions on
compressed gas cylinders, associated
 Loading...
Loading...