Masterline 481
POLSKI -
481
Gáówne komponenty sterowania
- Przycisk naciągu (rys. 1 – 1.1)
- Przycisk zgrzewania (rys. 1 – 1.2)
- DĨwignia otwierająca (rys. 1 – 1.3)
- Tablica kontrolna (rys. 3)
Wáączenie
WáoĪyü akumulator w sposób przedstawiony na rys.2. MaszynĊ moĪna wáączyü wedáug jednego z poniĪszych sposobów:
- nacisnąü przycisk naciągu (1.1)
- nacisnąü przycisk zgrzewania (1,2)
- podnieĞü dĨwigniĊ otwierającą maszyny (1.3)
Opis tablicy kontrolnej maszyny
Tablica kontrolna skáada siĊ z 3-cyfrowego wyĞwietlacza (rys.3 - lit. A, B, C), 2 diod LED (rys.3 – lit. E, F) i dwóch przycisków kontrolnych (rys.3 – lit. G,
H).
Pierwsza cyfra wyĞwietlacza (rys.3 – lit. A) wskazuje siáĊ naciągu ustawioną w skali 1-9. Druga cyfra wyĞwietlacza (rys.3 – lit. B) wskazuje czas
zgrzewania ustawiony w skali 1-9. Trzecia cyfra (rys.3 – lit. C) wskazuje resztkowy stan zaáadowania akumulatora w skali 1-9.
Dwa diody LED pozwalają na rozróĪnienie 2 odmiennych trybów operatywnych pracy maszyny. W celu uzyskania dodatkowych informacji odnieĞü siĊ
do "Ustawienia trybu pracy".
Dwa przyciski sáuĪą do przesuwania siĊ po menu ustawieĔ i zmodyfikowania trybu pracy oraz wartoĞci naciągu i zgrzewania.
Ustawienie trybu pracy MoĪna wyróĪniü 2 gáówne tryby pracy ustawienia maszyny.
- Manual (rys.3 - 3.1) – polega na zwiĊkszonej prĊdkoĞci naciągu oraz krótszego czasu przyspieszenia z jednoczesnym zwiĊkszeniem siáy
rozciągającej. Naciąg “Manual” jest zalecany tam, gdzie istnieje ryzyko áatwego uszkodzenia paczki.
Naciąg “Manual” nadaje siĊ szczególnie do taĞm o Ğredniej gruboĞci i/lub taĞm z PET.
- Manual Soft (rys.3 - 3.2) – polega na zmniejszonej prĊdkoĞci naciągu oraz dáuĪszego czasu przyspieszenia z jednoczesnym zmniejszeniem
siáy rozciągającej. Naciąg soft jest zalecany tam, gdzie istnieje ryzyko áatwego uszkodzenia paczki i/lub gdzie jest wymagana niska siáa
rozciągająca.
Naciąg “Manual Soft” nadaje siĊ szczególnie do taĞm o maáej gruboĞci i/lub taĞm z PP.
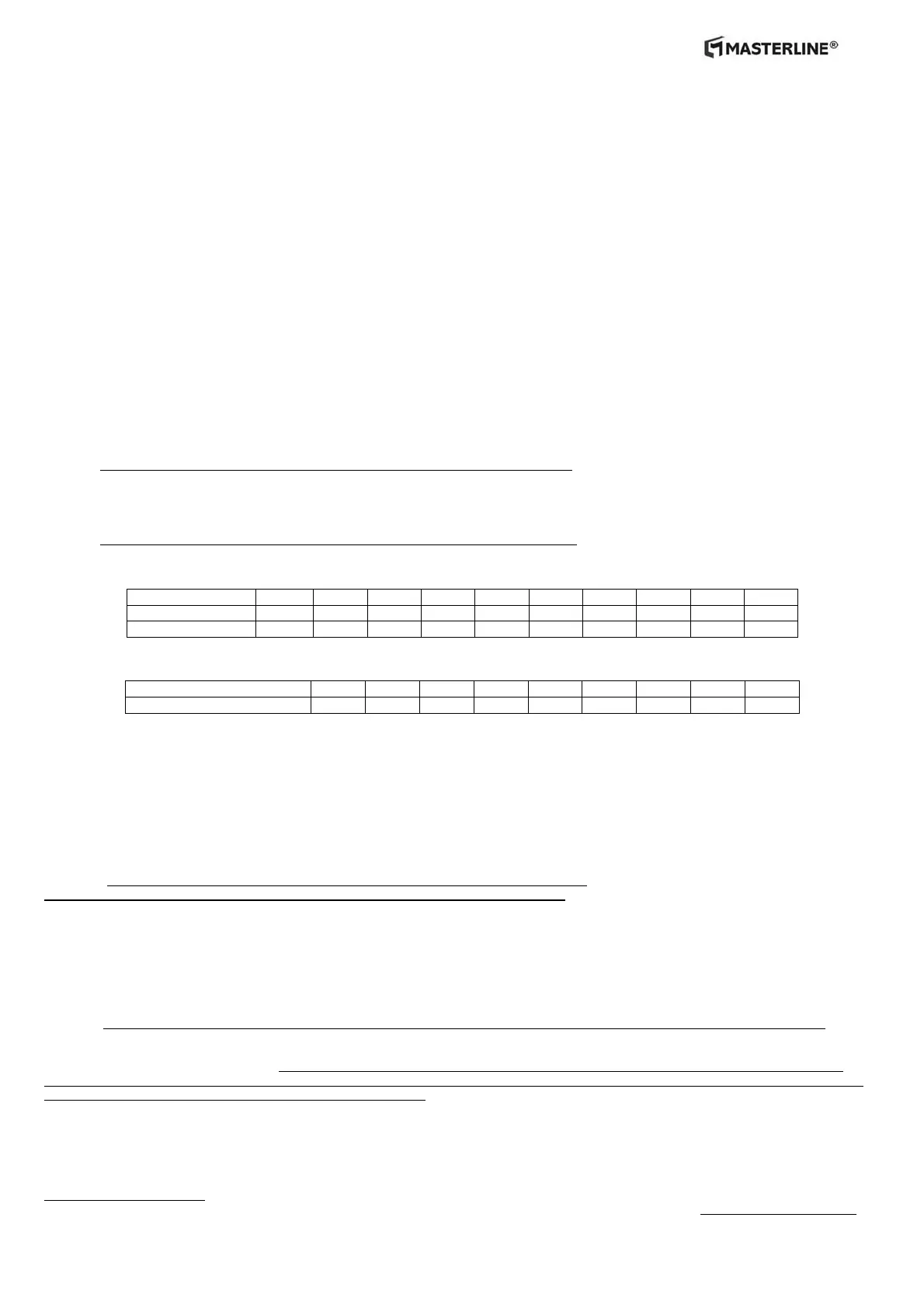
Tabela przybliĪonych wartoĞci naciągu
TaĞmy 1 2 3 4 5 6 7 8 9
Naciąg zwykáy (N) PET 650 800 1000 1200 1350 1500 1600 1700 1800
Naciąg "soft" (N) PP 240 380 480 570 670 750 850 900 1000
Tabela czasu zgrzewania
1 2 3 4 5 6 7 8 9
Czas (sek.) 0,6 0,9 1,2 1,5 1,8 2,1 2,4 2,7 3
Ustawienie
W celu wejĞcia do menu ustawiania nacisnąü jednoczeĞnie przyciski “SET” (rys.3 – lit. G) oraz “+/-“ (rys.3 - lit. H).
Ustawienie bieĪącego trybu pracy zaczyna migaü. PosáuĪyü siĊ przyciskiem “+/-“(rys.3 - lit. H) w celu zmiany ustawienia trybu pracy wybierając jedną
wĞród 2 moĪliwych kombinacji. W celu przejĞcia do ustawienia wartoĞci naciągu nacisnąü przycisk “SET” (rys.3 – lit. G). Cyfra naciągu zaczyna migaü.
UĪyü przycisków “+/-“(rys.3 - lit. H) w celu ustawienia wymaganej wartoĞci. W celu przejĞcia do ustawienia wartoĞci czasu zgrzewania nacisnąü przycisk
“SET” (rys.3 – lit. G). Cyfra czasu zgrzewania zaczyna migaü. UĪyü przycisków “+/-“(rys.3 - lit. H) w celu ustawienia wymaganej wartoĞci. W celu wyjĞcia
z menu ustawiania i zapisania ustawionych wartoĞci, w dowolnej chwili nacisnąü na przycisk naciągu lub przycisk zgrzewania lub podnieĞü dĨwigniĊ
otwierającą. W celu wyjĞcia bez zapisania zmian, pozostawiü nieaktywną tablicĊ kontrolną przez ponad 10 sekund.
Cykl taĞmowania
UWAGA ! Nigdy nie wciskaü przycisku naprĊĪania ani przycisku zgrzewania bez zaáoĪonej taĞmy.
JeĪeli maszyna pracuje bez taĞmy, rolka ciągnąca i nóĪki zgrzewające mogą ulec uszkodzeniu.
W celu prawidáowego uĪycia taĞmiarki, naleĪy postĊpowaü w nastĊpujący sposób:
Przygotowanie taĞmy. Owinąü paczkĊ do opakowania taĞmą (rys.4), przytrzymując koĔcówkĊ taĞmy lewą rĊką i zakáadając taĞmĊ prawą rĊką.
Wáączenie taĞmiarki. Otworzyü taĞmiarkĊ podnosząc prawą rĊką jej uchwyt (rys.5). W miĊdzyczasie zaáoĪyü lewą rĊką dwie odpowiednio wyrównane
taĞmy. PuĞciü uchwyt sprawdzając czy obie taĞmy są prawidáowo uáoĪone.
Wáączenie cyklu taĞmowania. Ustawiü siĊ z boku w celu unikniĊcia ewentualnych odrzutów w przypadku nadmiernego naciągu i w nastĊpstwie
zerwania taĞmy.
NaprĊĪenie taĞmy wykonuje siĊ za pomocą przycisku naciągu (rys.6). Po zwolnieniu przycisku naciągu maszyna zatrzymuje siĊ. Aby uzyskaü
ustawioną siáĊ naciągu, nacisnąü i przytrzymaü przycisk aĪ do kompletnego odzysku nadmiaru taĞmy i w efekcie zatrzymania silnika.
UWAGA ! Nadmierna siáa naciągu moĪe spowodowaü zerwanie taĞmy. Zerwanie taĞmy moĪe spowodowaü powaĪne obraĪenia pracowników.
Zgrzewanie taĞmy. W celu uruchomienia cyklu zgrzewania nacisnąü na wáaĞciwy przycisk (rys.7).
Cykl zgrzewania zakáada równieĪ uciĊcie nadmiaru taĞmy.
Odblokowanie i wyciągniĊcie maszyny. Poczekaü na ocháodzenie zgrzewania przed wyciągniĊciem maszyny. Odliczanie na wyĞwietlaczu oraz
sygnaá dĨwiĊkowy sygnalizują zakoĔczenie czasu cháodzenia. WczeĞniejsze wyciągniĊcie maszyny moĪe spowodowaü nadmierną utratĊ siáy naciągu
lub zerwanie taĞmy powodując powaĪne zagroĪenie dla uĪytkownika.
PodnieĞü dĨwigniĊ odblokowującą (1.3) i usunąü maszynĊ ze stoáu taĞmowania obracając jej tylną czĊĞü w prawo (rys.8).
Kontrola zgrzewania
Kontrola zgrzewania jest niezwykle waĪna dla zachowania bezpieczeĔstwa.
Prawidáowe zgrzewanie (rys.9-A) – caáa strefa odpowiednio zgrzana, bez nadmiernych wypáywek roztopionego materiaáu po bokach.
Dáugi czas zgrzewania (rys.9-B), báĊdny, roztopiony materiaá wychodzi nadmierne z boków strefy zgrzewania. SzczelnoĞü zgrzewu jest niedostateczna.
Zmniejszyü czas zgrzewania.
Krótki czas zgrzewania (rys.9-C), báĊdny, strefa zgrzewania jest czĊĞciowo spojona. SzczelnoĞü jest niedostateczna. ZwiĊkszyü czas zgrzewania.