MOONEY INTERNATIONAL CORPORATION
M20V SERVICE AND MAINTENANCE MANUAL
Page
Date
12
MAR 2017
Rev Date
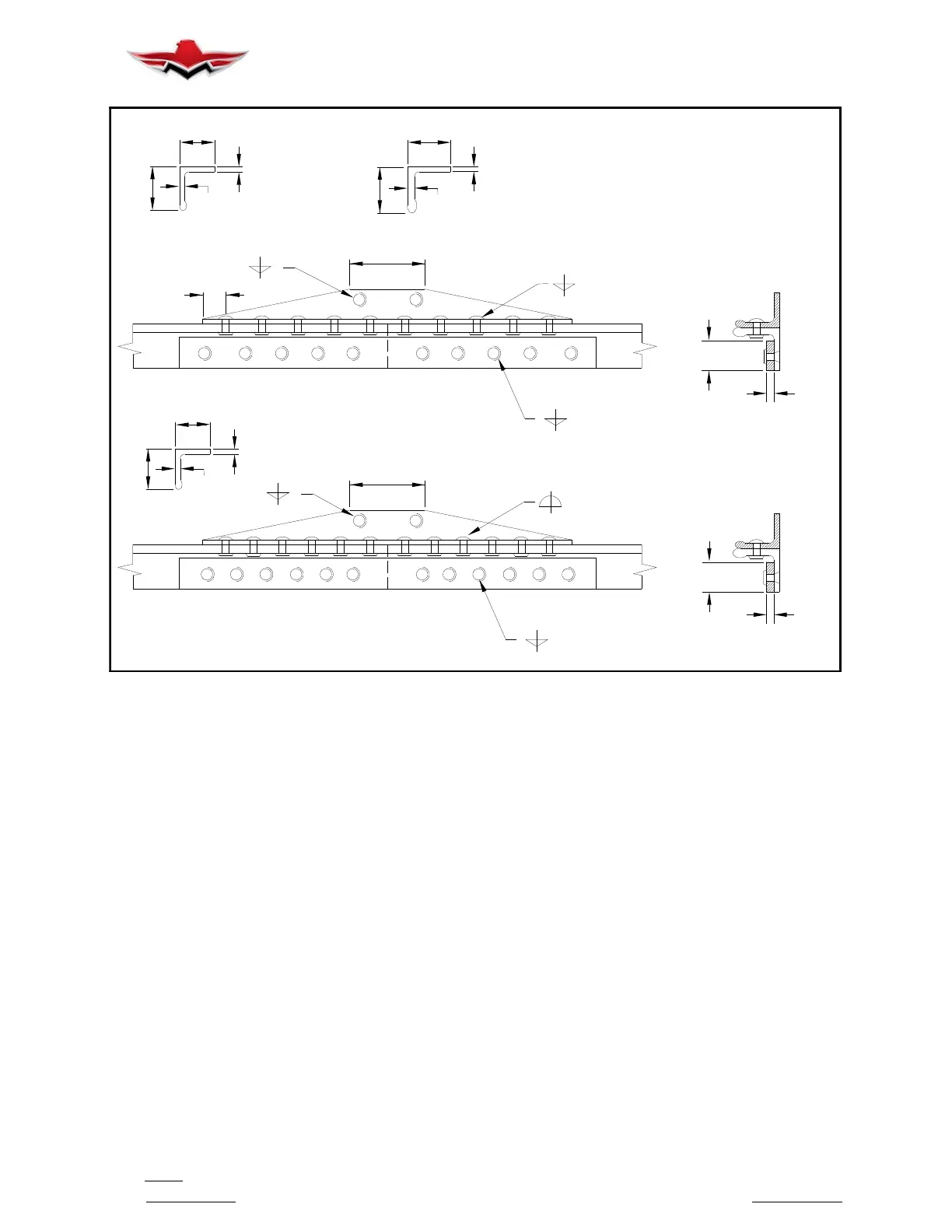
DIMENSIONS OF EXISTING STRINGERS
.082
.750
.082
.750
MIN.
.31
.750
.040
.750
CF
4
4
2.0
2.0
.062
.750
.050
.750
(6 PER SIDE)
CF
5
.162
.66
SPLICE MATERIAL:
M20 SERIES: 2024- T4
SPLICE MATERIAL
4
4
CF
5
(6 PER SIDE)
(5 PER SIDE)
(5 PER SIDE)
.062
.062
2014- T6
.750
STRINGER REPAIR
FIGURE 51- 10
1. SPAR CAP REPLACEMENT. To replace spar cap,
remove skin covering area to be repaired. Before re-
moving a large area of wing skin, attach temporary jigs
or holding fixtures to wing to prevent wing warpage.
When attaching a new spar cap, assure proper interfer-
ence fit of any replaced huckbolts. During installation of
new spar cap, all holes damaged by improper drilling or
reaming should be reamed to hole size recommended
for oversize huckbolt installation. When installing over-
size huckbolts, consult the Huck Fastener Standards
Manual for proper tolerances. Use proper length huck-
bolts. If huckbolt is too long, the huck collar will not
swage properly; if the huckbolt is too short, the shank
will not completely fill hole.
Repair scratches on spar caps that are not deeper than
.003 inch by sanding with No. 400 abrasive paper. Re-
move no more than .005 inch of material. Inspect
sanded area; use dye penetrant to be sure that scratch
is completely removed. Clean and prime area where
protective coating has been removed.
2. SPAR CAP REPAIR. Spar caps outboard of STA
103 consist of sheet metal angles backed up with alu-
minum extrusions from STA 103 to near STA 150. Re-
place or repair damaged extrusions. Do not allow
splices in a repaired extrusion to coincide with a spar-
web splice when avoidable. Splice sheet- metal angles
with an extrusion of equal area, picking up existing fas-
teners. Add extra fasteners to bring minimum number
of fasteners to six AD- 5 rivets per side in the vertical
flange and nine AD- 4 (or six AD- 5) rivets per side in the
horizontal flange (Figure 51- 11).
3. SPAR WEB REPAIR. Repair all damage to spar
webs in accordance with AC 43.13- ( ). If there is exten-
sive damage to a web that cannot be repaired as out-
lined in AC 43.13- ( ), consult Mooney International
Corporation, Product Support Department personnel
(email to: support @mooney.com), giving exact loca-
tion and extent of damage.
51-13-02
 Loading...
Loading...




