6A. 20 1973 OPEL SERVICE MANUAL
diameter at the right angle to the piston pin is greater
than the diameter parallel to the piston pin. When a
piston is checked for size, it must be measured with
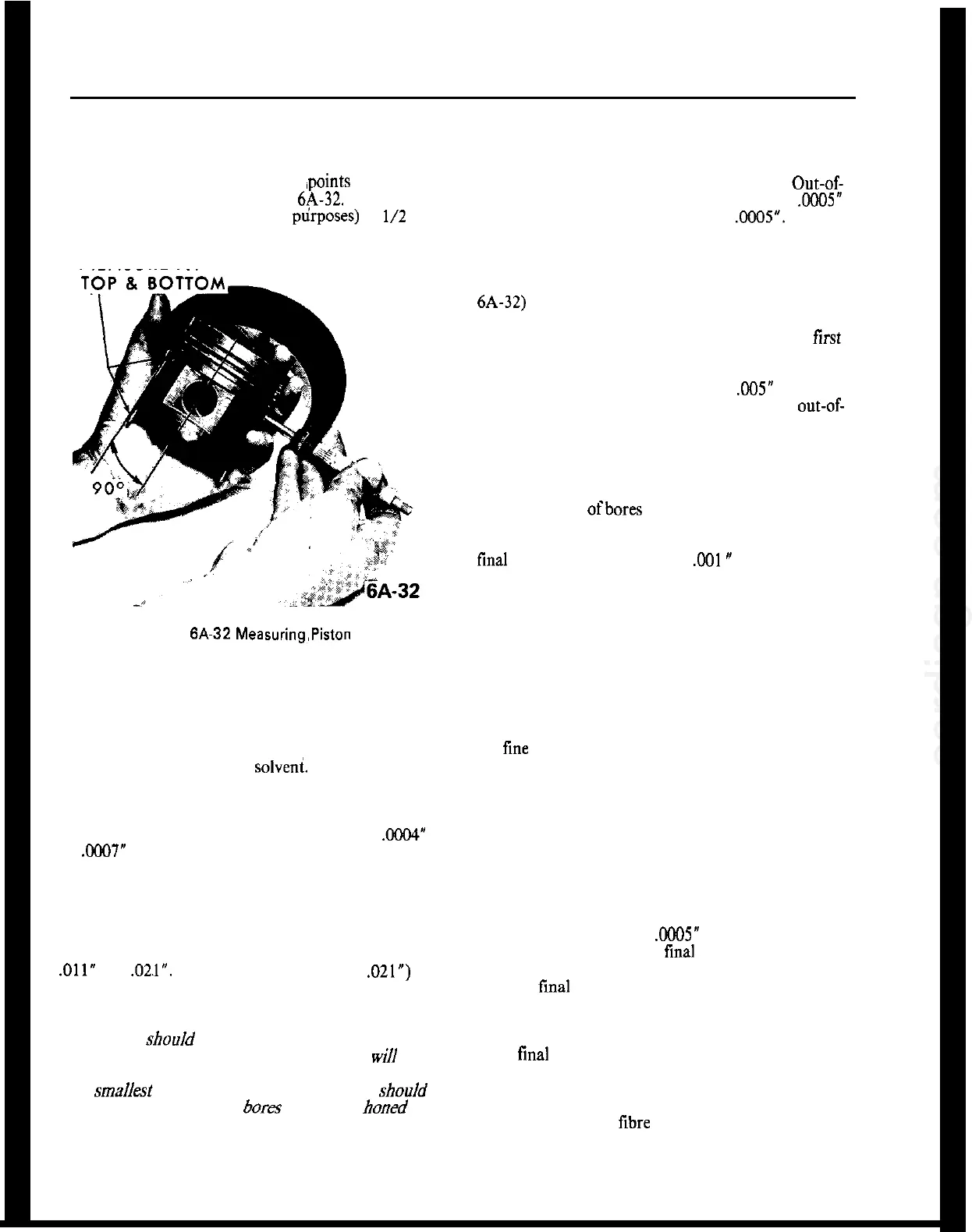
micrometers applied to the skirt at
,points
90 degrees
to the piston pin. See Figure
6A-32.
The piston
should be measured (for fitting p&poses) 2
l/2
in-
ches below the top of piston.
MEASURE AT
Figure 6A-32
Measuring,Piston
Inspect bearing surfaces of piston pins. Check for
wear by measuring worn and unworn surfaces with
micrometers. Rough or worn pins should be re-
placed. Check fit of piston pins in piston bosses.
Occasionally pins will be found tight due to gum or
varnish deposits. This may be corrected by removing
the deposit with a suitable solveni. If piston bosses
are worn out-of-round or oversize, the piston and pin
assembly must be replaced. Oversize pins are not
practical because the pin is a press fit in the connect-
ing rod. Piston pins must tit the piston with
0X4”
to
.OCHl7”
clearance.
Examine all piston rings for scores, chips or cracks.
Check compression rings for tension by comparing
with new rings. Check gap of compression rings by
placing rings in bore at bottom of ring travel. Meas-
ure gap with feeler gage. Gap should be between
,011”
and
.02.1”.
If gaps are excessive (over .021”) it
indicates the rings have worn considerably and
should be replaced.
No attempt should be made to cut down oversize
pistons to fit cylinder bores. This practice
will
de-
stroy the surface treatment and affect the weight.
The
sma/Jest
possible oversize service pistons shouId
be used and the cylinder bores should be honed to
size for proper clearance.
1. Before installing piston, piston rings, or reboring
cylinders, observe the following:
Cylinder bores may not be the same size. Standard
replacement piston sizes are in the midpoint of the
cylinder bore size range. Therefore, it may be neces-
sary to hone cylinders for correct piston tit. Out-of-
round on cylinder bore must not exceed
.ooO5”
maximum with a taper of not over
.OilO5”.
Before the honing or reboring operation is started,
measure all new pistons with micrometer contacting
at points exactly 90 degrees to piston pin (Figure
6A-32) then select the smallest piston for the first
fitting. The slight variation usually found between
pistons in a set may provide for correction if the first
piston has excessive clearance.
If wear of cylinder does not exceed
.005”
honing is
recommended for truing the bore. If wear or
out-of-
round exceeds these limits, the bore should be trued
up with a fly cutter boring bar and then finish honed.
When reboring cylinders, all crankshaft bearing caps
must be in place and tightened to proper torque to
avoid distortion ofbores in final assembly. Always be
certain the crankshaft is out of the way of the boring
cutter when boring each cylinder. When making the
final cut with boring bar, leave
,001
w
on the diameter
for finish honing to give the required clearance speci-
fied.
When honing cylinders, use clean sharp stones of
proper grade for the required amount of metal to be
removed, in accordance with instructions of the hone
manufacturer. Dull or dirty stones cut unevenly and
generate excessive heat. When using coarse or
medium grade stones use care to leave sufficient
metal so that all stone marks may be removed with
the fine stones used for finishing in order to maintain
proper clearance.
When finish honing, pass the hone through the entire
length of cylinder at the rate of approximately 60
cycles per minute. This should produce the desired
45 degree cross hatch pattern on cylinder walls
which will insure maximum ring life and minimum
oil consumption.
It is of the greatest importance that refinished cylin-
der bores have not over
.0005”
out-of-round or ta-
pered. Each bore must be final honed to remove all
stone or cutter marks and provide a smooth surface.
During final honing, each piston must be fitted in-
dividually to the bore in which it will be installed and
should be marked to insure correct installation.
After final honing and before the piston is checked
for fit, each cylinder bore must be thoroughly
washed to remove all traces of abrasive and then
dried. The dry bore should then be brushed clean
with a power-driven iibre brush. If all traces of abra-
sive are not removed, rapid wear of new pistons and
rings will result. Fit new pistons in the following
manner: