13
Engine,
Crankshaft,
Pistons
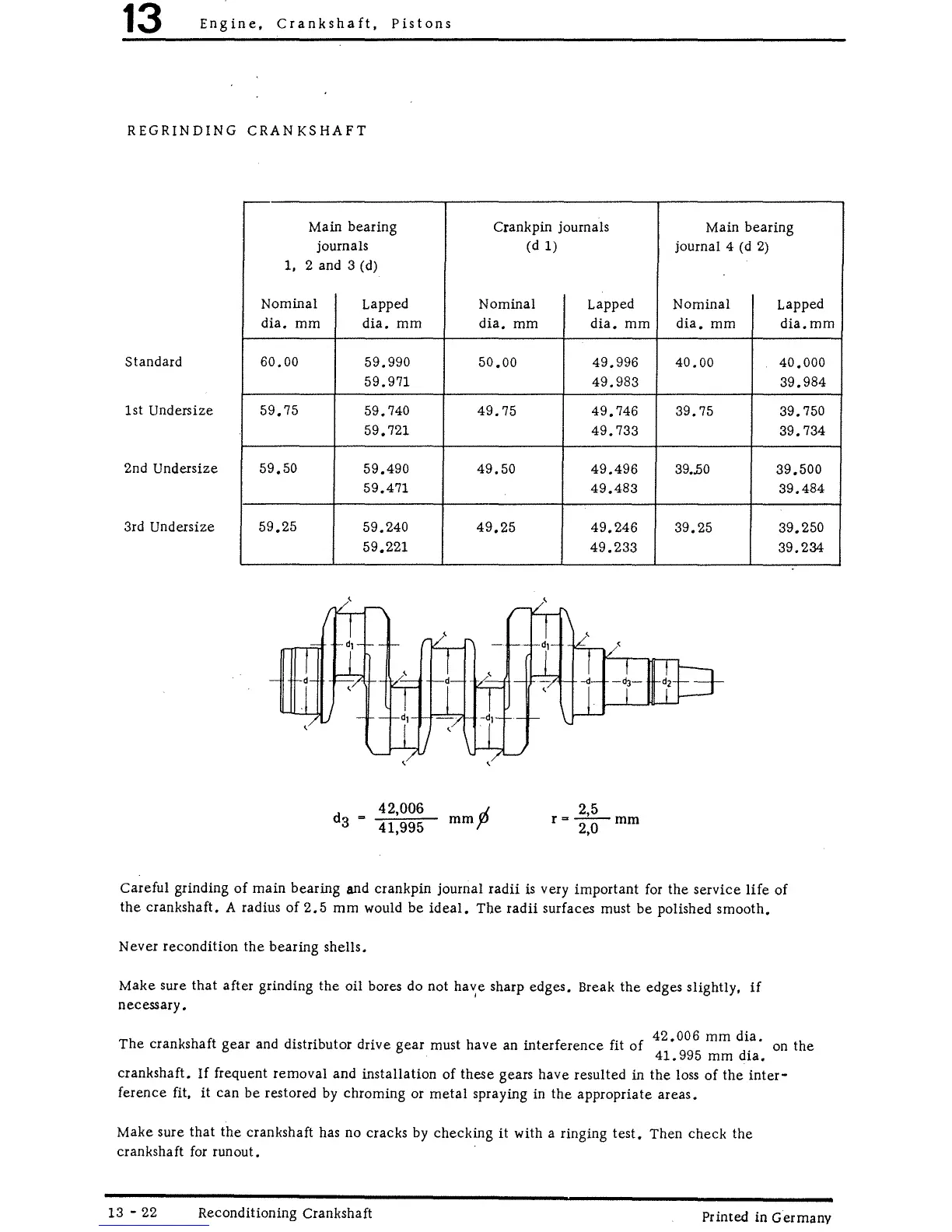
REGRINDING
CRANKSHAFT
Main bearing
Crankpin journals Main bearing
Standard
1st Undersize
2nd Undersize
3rd Undersize
journals
(d
1)
1,
2and3(d)
Nominal
Lapped Nominal
dia.
mm
dia.
mm
dia.
mm
60.00
59.990
50.00
59.971
59.75
59.740
49.75
59.721
59.50
59.490
49.50
59.471
59.25
59.240
49.25
59.221
d
3
_ 42,006
mm
d.
41,995 ?
Lapped
dia.
mm
49.996
49.983
49.746
49.733
49.496
49.483
49.246
49.233
2,5
r=--mm
2,0
journal 4 ( d
2)
Nominal
Lapped
dia.
mm
dia.mm
40.00
40.000
39.984
39.75
39.750
39.734
39
•
.50
39.500
39.484
39.25
39.250
39.234
Careful grinding
of
main
bearing and crankpin journal
radii
is
very important
for
the service
life
of
the
crankshaft. A radius
of
2.5
mm
would be
ideal.
The
radii
surfaces must be polished smooth.
Never recondition the bearing shells.
Make sure
that
after grinding the oil bores do not
ha~e
sharp edges. Break the edges slightly,
if
necessary.
f
· . f
f.
42.006
mm
dia.
h
The
cranksha t gear and d1stnbutor drive
gear
must have an inter
erence
1t
of
995
d. on t e
41.
mm 1a.
crankshaft.
If
frequent removal and installation of these gears have resulted in the loss
of
the
inter-
ference fit,
it
can be restored
by
chroming or
metal
spraying in the appropriate
areas.
Make sure
that
the
crankshaft has no cracks
by
checking
it
with a ringing
test.
Then check the
crankshaft
for
runout.
13 - 22
Reconditioning Crankshaft
Printed in Germany