12
OPERACIÓN
AJUSTE DEL ARNÉS DE CABEZA
1� Ajuste el diámetro del arnés con la perilla giratoria ubicada en la parte posterior� Para
desbloquear la perilla, simplemente presiónela�Una vez desbloqueada, gírela en el sentido de
las agujas del reloj para apretar y en el sentido contrario a las agujas del reloj para aflojar�
2� Ajuste la altura encajando el pasador en el orificio para trabarlo de forma segura en su lugar�
3� Para ajustar el ángulo de visión, afloje la perilla en ambos lados del casco y cambie la traba del
ángulo a la posición de inclinación deseada (selección 5 y en el medio por defecto)� Una vez
logrado el ángulo deseado, apriete las perillas hasta que queden ajustadas� El casco aún debe
girar hacia arriba, pero no debe desplazarse hacia abajo cuando lo tenga colocado para soldar�
4� Para ajustar la distancia entre la cara del usuario y el ADF, afloje las perillas en ambos lados
del casco hasta que la banda para la cabeza pueda moverse hacia adelante y hacia atrás
libremente; luego, vuelva a colocar la banda para la cabeza en una de las 3 ranuras, como
desee� Se recomienda hacer primero uno de los lados y después el otro, y colocar ambos lados
en la misma posición para el correcto funcionamiento del ADF�
CONTROL DE TONO
Seleccione el tono en un rango de 9 a 13 según el proceso de soldadura que utilizará consultando
la "Tabla de guía de tonos"� El casco de soldadura también se puede utilizar para proteger la cara al
esmerilar� El modo esmerilado evita que la lente del filtro se oscurezca automáticamente�
CONTROL DE SENSIBILIDAD
La sensibilidad se puede configurar en BAJA o ALTA usando la perilla del dial que está dentro
del cartucho� El ajuste BAJO se adapta al exceso de luz ambiental o es conveniente cuando se
suelda con otra máquina cercana� El ajuste ALTO se adapta a la soldadura con bajo amperaje y a la
soldadura en áreas con condiciones de poca luz, especialmente la soldadura por arco de argón con
bajo amperaje� Los ajustes entre BAJO y ALTO son adecuados para la mayoría de las operaciones
de soldadura en espacios interiores y exteriores�
CONTROL DE RETARDO
Al dejar de soldar, la ventana de visualización cambia automáticamente de oscuro a claro, pero con
un retardo predeterminado para compensar� El tiempo de retardo se puede fijar en MÍN� (0,1 s) o
MÁX� (1,0 s), mediante la perilla del dial ubicada dentro del cartucho� El retardo mínimo se adapta
a soldaduras por puntos o cortas� El retardo máximo se adapta a la soldadura de corriente fuerte y
reduce la fatiga ocular producida por el arco� Los ajustes entre BAJO y ALTO son adecuados para la
mayoría de las operaciones de soldadura en espacios interiores y exteriores�
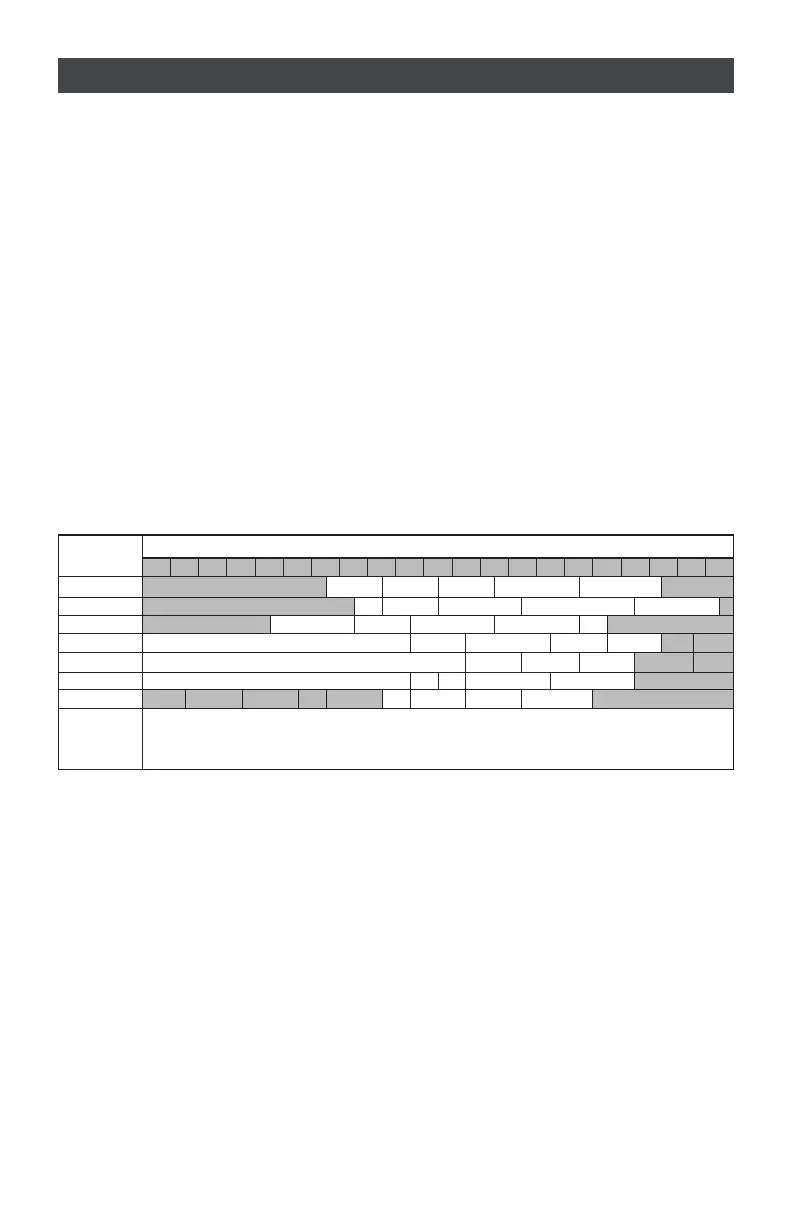
TABLE DE GUÍA DE TONOS
8
8
10 11
11
12
9
10
10
11 12
12
13
13
14
11 12 13
14
10 11 12 13
10 15 30 40 60 70 100 125 150 175 200 225 250
300
350
400 450 500 600
SMAW
MAG
TIG
MIG (heavy)
MIG (light)
PAC
PAW
9
10
10
11
11 12 13 14
12 13
14
61�5
8 9
9
9
9
10
4
5
6
7
8
Proceso
de soldadura
Corriente de arco (amperes)
NOTA
*Electrodos cubiertos SMAW
*Soldadura por arco de metal MAG
*Soldadura por arco de tungsteno con gas TIG
*MIG-(pesado)-MIG con metales pesados
*MIG-(ligero)-MIG con aleaciones ligeras
*Corte por chorro de plasma PAC
*Soldadura por arco de
microplasma PAW
 Loading...
Loading...