19
PM-1030V v5 2020-10 Copyright © 2020 Quality Machine Tools, LLC
STEADY & FOLLOWER RESTS
Short, rigid workpieces mounted in a chuck can typically be
machined without additional support. Long, slender workpiec-
es need support near the cutting tool. There are two options for
this: 1. A tailstock center (usually a live center), or; 2. A steady
rest, Figure 3-17. This is often used in combination with the
saddle-mounted follower rest, Figure 3-28.
The tailstock center can be used with any size and shape of
workpiece (such as non-symmetrical castings), but it may ob-
struct the turning tool for facing operations, and it also may
disallow drilling or tapping with a tailstock chuck.
On the other hand the steady rest does allow face turning and
tailstock chuck operations; however, it can only be used if the
outboard end of the workpiece is circular and centered on the
lathe axis with practically zero runout.
The step-by-step procedure for setting up the steady rest de-
pends on personal preferences. Some users start by xing the
steady rest casting on the bed, then mounting the workpiece
in a chuck (or between centers); others set up the workpiece
rst, then install the steady rest on the lathe bed. Either way,
the region of the workpiece under the steady rest ngers must
run true, and the ngers must not apply any o-axis loading.
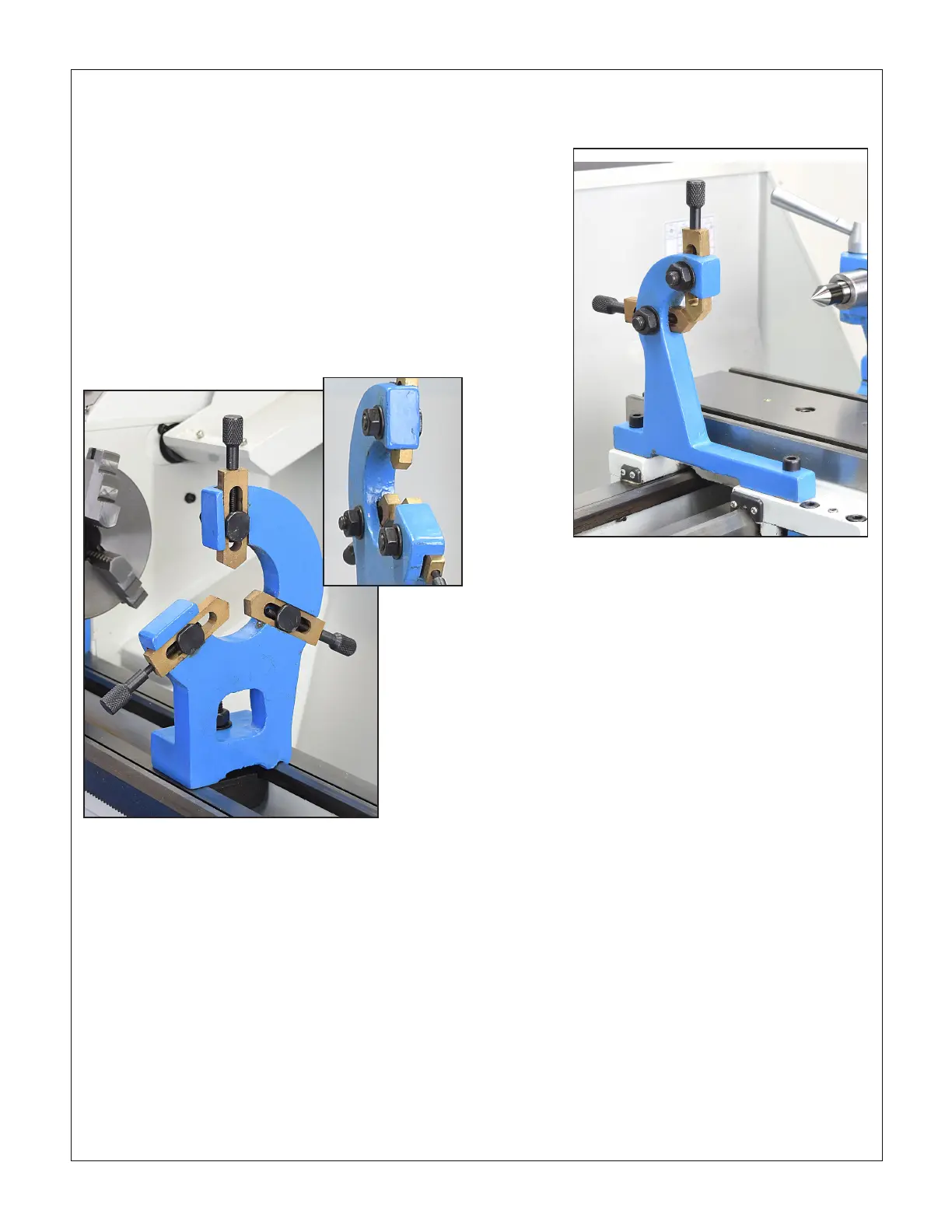
To set up the steady rest, loosen the three hex nuts, inset pho-
to, then back out the thumbscrews to spread the ngers be-
yond the workpiece diameter. Tighten the nuts just enough to
allow the thumbscrews to push the ngers inward. Fully tighten
the nuts when the ngers are gently touching — but not de-
ecting — the workpiece. Apply oil frequently at the contact
points while machining.
The follower rest helps prevent exing of the workpiece by pro-
Figure 3-28 Follower rest Maximum diameter 1 in.
Figure 3-27 Steady rest Maximum diameter 1-1/2 in.
viding support directly ahead of the cutting tool, Figure 3-29.
It is secured to the saddle with two 8 mm socket head screws.
 Loading...
Loading...


