Maintenance and
Section 4
Troubleshooting
IMPORTANT!
Be CERTAIN to shut off the Plasma Cutter, and disconnect it from power
and air before adjusting, cleaning, or repairing the unit. A technician should
discharge all capacitors before performing any internal procedures.
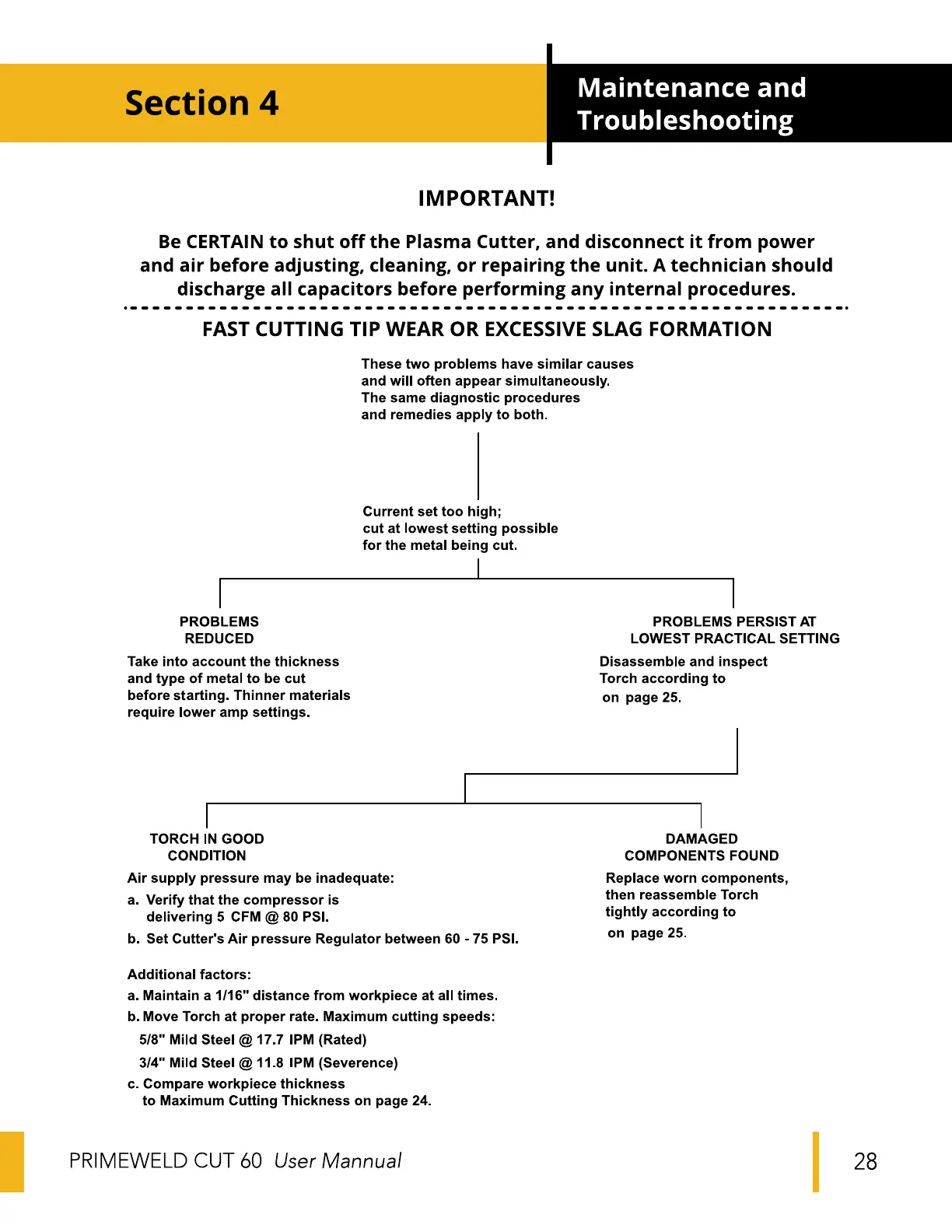
FAST CUTTING TIP WEAR OR EXCESSIVE SLAG FORMATION
These two problems have similar causes
and will often appear simultaneously.
The same diagnostic procedures
and remedies apply to both.
Current set too high;
cut at lowest setting possible
for the metal being cut.
PROBLEMS
REDUCED
Take into account the thickness
and type of metal to be cut
before starting. Thinner materials
require lower amp settings.
TORCH IN GOOD
CONDITION
Air supply pressure may be inadequate:
a. Verify that the compressor is
delivering 5 CFM @ 80 PS'.
b. Set Cutter's Air pressure Regulator between 60 • 75 PS'.
Additional factors:
a. Maintain a 1/16" distance from workpiece at all times.
b. Move Torch at proper rate. Maximum cutting speeds:
518" Mild Steel @ 17.7 'PM (Rated)
3/4" Mild Steel @ 11.8 'PM (Severence)
c. Compare workpiece thickness
to Maximum Cutting Thickness on page 24.
PRIME-WELD CUT 60 User Mannual
PROBLEMS PERSIST AT
LOWEST PRACTICAL SETTING
Disassemble and inspect
Torch according to
on page 25.
DAMAGED
COMPONENTS FOUND
Replace worn components,
then reassemble Torch
tightly according to
on page 25.
28
 Loading...
Loading...

