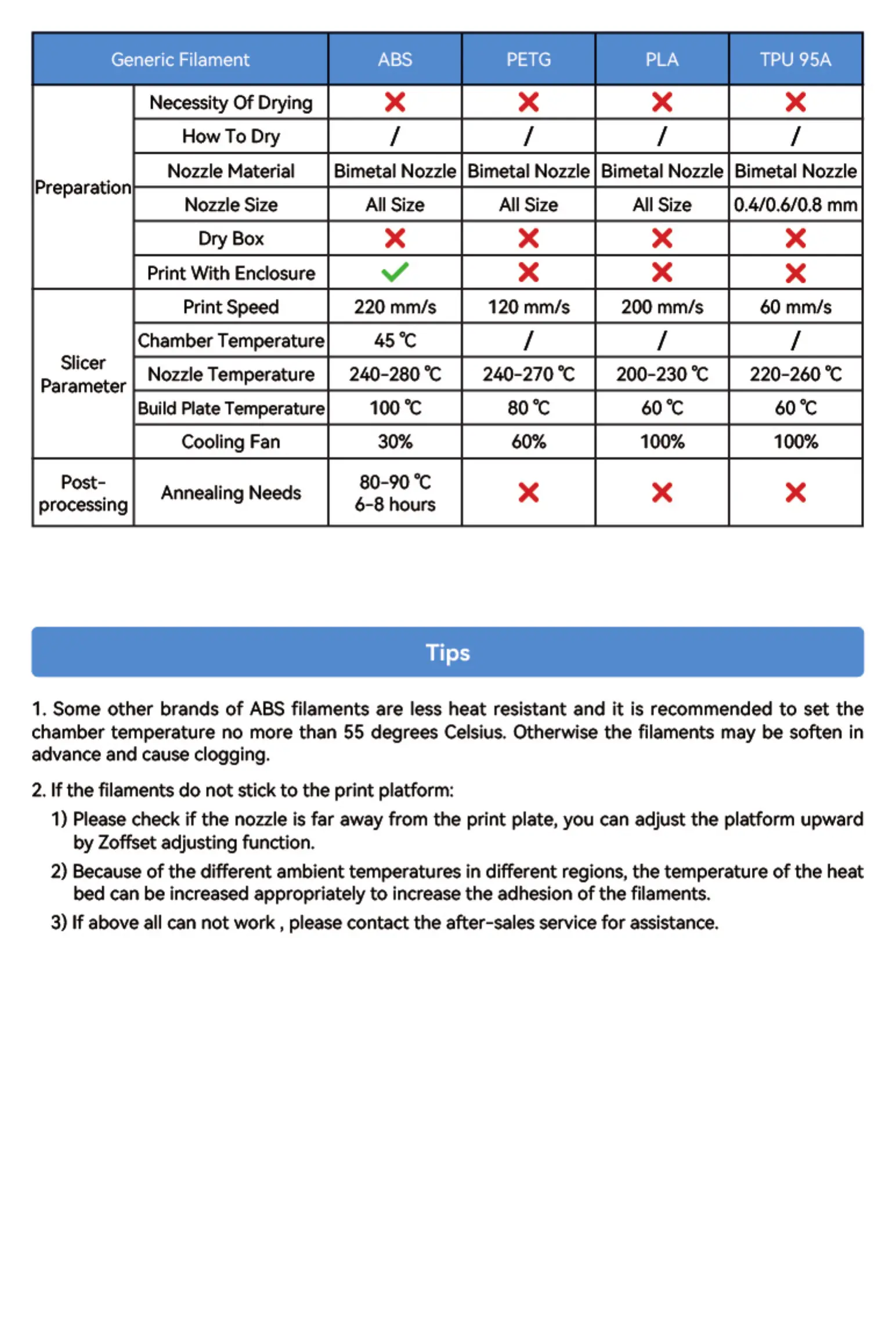
Generic Filament
Necessity Of Drying
How To Dry
Nozzle Material
Preparation
Nozzle Size
Dry Box
Print With Enclosure
Print Speed
Chamber Temperature
Slicer
Nozzle Temperature
Parameter
Build Plate Temperature
Cooling Fan
Annealing Needs
processing
ABS
x
Bimetal Nozzle
All Size
x
220 mm/s
45 t
240-280 t
100 t
80-90 t
6—8 hours
PETG
x
Bimetal Nozzle
All Size
x
x
120 mm/s
240-270 t
80 •c
x
x
Bimetal Nozzle
All Size
x
x
200 mm/s
200-230 t
60 t
100%
x
TPU 95A
x
Bimetal Nozzle
0.4/0.6/0.8 mm
x
x
60 mm/s
220-260 t
60 t
100%
x
Tips
I. Some other brands of ABS filaments are less heat resistant and it is recommended to set the
chamber temperature no more than 55 degrees Celsius. Otherwise the filaments may be soften in
advance and cause clogging.
2. If the filaments do not stick to the print platform:
1) Please check if the nozzle is far away from the print plate, you can adjust the platform upward
by Zoffset adjusting function.
2) Because of the different ambient temperatures in different regions, the temperature of the heat
bed can be increased appropriately to increase the adhesion of the filaments.
3) If above all can not work , please contact the after-sales service for assistance.
 Loading...
Loading...