25
It is the most desirable that the workpiece is gripped
at mid stroke of the master jaw. To grip the work-
piece correctly, avoid gripping at stroke end because
it is danger due to discharges of workpiece.(Fig.6)
For the cylinder, refer to the instruction manual.
(1) When changing the top jaw, carefully lean the ser-
ration of master jaw.
(3) When gripping inclined or taper parts such as
casting, etc. use special jaws with spikes so that the
workpiece will not discharge.
(4) When gripping an unbalanced workpiece, it is nec-
essary to set the balance weight on the chuck so
as not vibrate or not to discharge the workpiece at
adequate speed.
(5) If the chuck or workpiece is misused by interfering with
the tool or tool rest due to malfunction or tape error,
immediately stop the machine and check the top jaws,
jaw mounting bolts and etc. and gripping accuracy.
(2) Set the hydraulic pressure according to the shape
of workpiece and cutting conditions. Gripping a
workpiece like pipes with high pressure, may cause
distortion.
Machine the unbalanced workpiece at a low speed
because the centrifugal force by the eccentricity
mass of work is applied onto the jaw. If top jaws
other than SAMCHULLY brand are used, the master
jaws may be distorted, resulting in gripping fail-
ure. As a result, the workpiece discharges therby
causing danger. Do not use the top jaw in which
serration pitch differs from the master jaw. If the
workpiece is gripping with serration insufficient
engaged, the serration is broken. At this time, the
jaw or workpiece discharges thus resulting in dan-
ger Before machining, run with low speed to check
that the top jaws, locator or workpiece does not in-
terfere with the tool or tool holder. When gripping
a long workpiece, use the tailstock or steady rest.
If extruded length of workpiece is too long, it dis-
charges thus resulting in danger. When it does not
work the machine for a long period of time, remove
the workpiece from the chuck.
Hard top jaws may be ordered through SAMCHULLY.
Only hard top jaws authorized by SAMCHULLY may
be used with this equipment. When using the top
jaw higher than the standard soft jaw or gripping
workpiece in the nose of top jaw, reduce the plung-
er input force in inverse proportion to the height of
top jaw. If used without reducing the input force of
plunger, the chuck is broken, thus resulting in dan-
ger due to scatter of chuck or workpiece.
4-1 Relation of grip center height, grip force and
plunger input force, Relation of top jaw mass
moment and grip force loss
In a large and heavy top jaw, the grip force is greatly
lost by the centrifugal force which acts on the top jaw.
Special Top Jaw
See gures.(Page26~28)
When the standard soft jaw MH-206(mass moment
of 39Kg^mm) is used, it is undesirable to use it at
6000min(r.p.m). The grip force under this rotation los-
es 38kN(about 3800kgf). In this case, the dynamic grip
force is 1/3 the static grip force.(
※
57kN)Also, the plung-
er input force required for this grip force is 24.7kN. The
grip center height should be 16mm (H=16) or less. If
the height is higher, reduce the static grip force. If the
jaw mass moment is high, lower the rotation speed.
Loss of grip force rises with increase of rotation speed.
(Note)Expression Static grip force
= 3 × Grip force loss ÷ 2
= 3 × 24 ÷ 2 = 36kN
04.
Maintenance
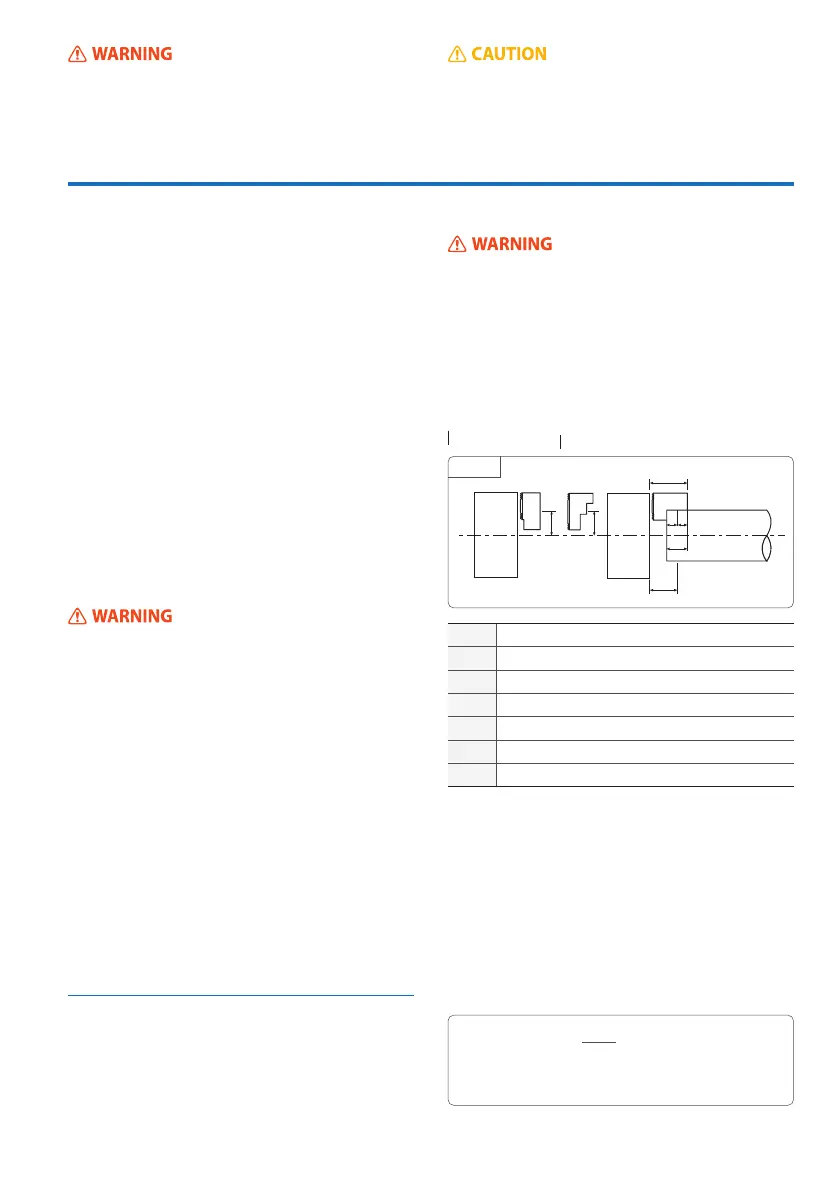
h
H
r
r
G G
a
ℓ
b
a = b
Chuck Chuck
Workpiece
g. 7
Determine cutting conditions before using the top jaw.
MM Top jaw mass moment
G Mass center of top jaw
m Mass of top jaw (One jaw)
r Distance up to chuck center
H Grip center height
h Height of special top jaw from chuck face
Grip length
 Loading...
Loading...



