31
To maintain the chuck for a long period of time,
it is necessary to lubricate the chuck on a regular
basis. Inadequate lubrication causes malfunction
at low hydraulic pressure, reduces gripping force
and aects gripping accuracy, and causes wear and
seizure. Consequently, securely lubricate the chuck.
5-2 Disassembling steps
For safety, use the lifting belt or eyebolt and x the chuck.
(1) Loosen jaw mounting bolts to remove the soft jaws
and T nut.
(2) Remove the cover.
(3) loosening chuck mounting bolts, turn the
drawscrew with the joint handle to remove the
chuck.
(4) Remove the wedge plunger toward rear chuck.
(5) Move the master jaws to center and remove it then
toward rear chuck. Coat recommended grease be-
fore assembling chuck. At this time, do not mistake
the numbers marked on the body, master jaw and
wedge plunger.
Disassemble and clean the chuck at least once per
6 months or every 100,000th used (once every
two months for the casting). See if parts are worn
or cracked and replace it if required. Lubricate the
chuck before reassembling.
Reference for grip force
The max, permissible speed for the specic machin-
ing shall be determined by the user on the basis of
the grip forces required. This speed shall not exceed
the max. rotational speed of the chuck. Refer to
pages from page26~28, page32 when determining
cutting conditions. However, grip force varies ac-
cording to the perfermance of pump and reducing
valve, piping conditions, grease, etc. Especially, ex-
cessive surge pressure will be raised, thus incresing
the grip force. As a result, parts will be damaged
and chuck durability recommended to provise a
throttle valve to lower the surge pressure.
1. Maximum static grip force
5-3 Relation of total grip force and speed
The static grip force will vary depending on the
condition of lubrication, the brand of grease, the
height of top jaw and other factors. Our standard
values written in the above specication table are
based on the following conditions.
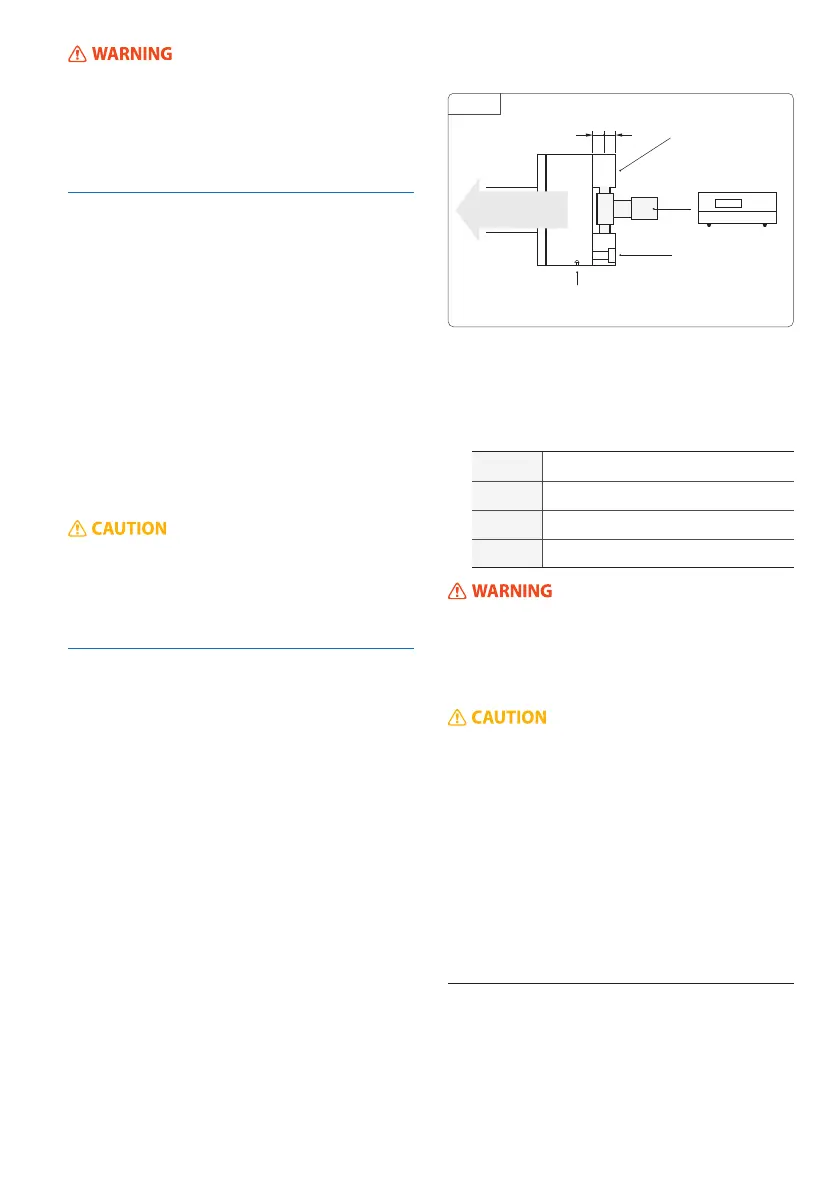
(1) With SAMCHULLY standard soft top jaw used,
the values of grip force are measured with jaw
force tester at mid point of soft jaw height(from
chuck surface to upper soft jaw face) as shown
in Fig.10.
(2) SAMCHULLY chuck grease is lubrication for ob-
taining the maximum eciency of thechuck.
(3) Mounting bolts of top jaw are tightened with
specied torque. (Page18)
(4) The maximum permissible input force for the
wedge plunger is shown in the above table.
(5) For hydraulic oil supply, the variable capacity
type pump which has discharge capacity of 20
liters or more is used. Oil pressure is set with
Grip force Max. static grip force
Top jaw Standard soft jaw
Master jaw Stroke center
Setting face Jaw end corresponds to chuck peripheral position
2. Max. permissible speed
Maximum chuck permissible speed is measured un-
der the following conditions. Thus, it is actual value
when dynamic grip force during rotation is reduced
by about one third(1/3) of max. static grip force.
Since high speed machining with heavy cutting can
cause slippage or discharge the workpiece, extreme
care must be taken. Periodically check that grip
force is adequate. Maximum speed will always be
the lower speed on either the cylinder or chuck.
Centrifugal force which acts on jaws occurs by increas-
ing chuck rotation, thus reducing grip force. The dia-
gram shows data using the standard soft jaw. The grip
force is varied by the size, shape and position of top
jaw. Consequently, if chuck speed is high, it is necessary
to measure with SAMCHULLY jaw force tester.
Jaw force tester
Tighten with
specied torque
Lubrication master jaw
SAMCHULLY
standard hard jaw
Max. permissible
input force
g. 10
pump’s own control devise or a reduction valve
which is provided separately from the system.
 Loading...
Loading...



