30
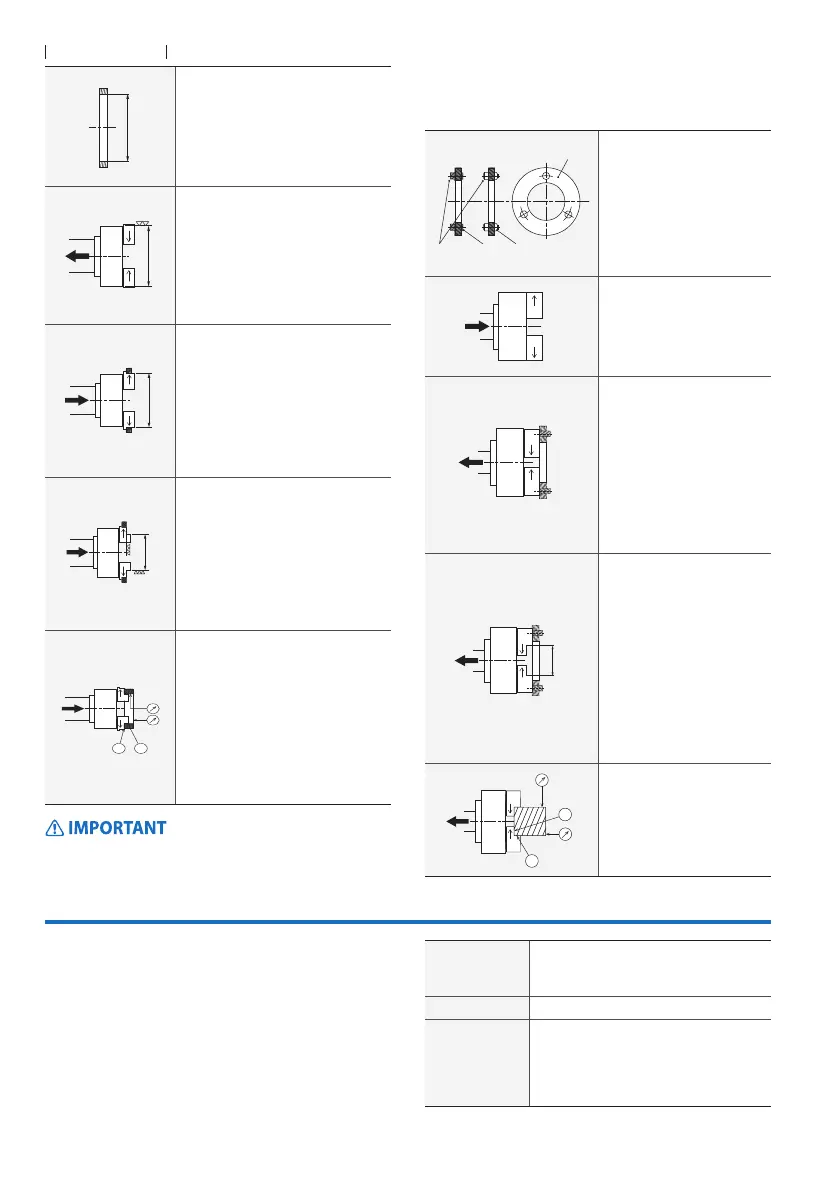
Prepare for the ring for forming. For I.D.
accuracy of the ring, use 25S or less.
Use the ring with no warping and hav-
ing wall thickness of a certain extent.
Close the master jaw as far as it will go
by operating the valve. Next, set ØD
dimension to grip around the middle
of the maximum jaw stroke.
Ring dia : ØD
≒
Ød-Max. Jaw Stroke÷2
Chuck the ring at the ØD-formed part
by operating the valve. Notice not to
incline the ring at that time.
While gripping the ring, the jaws are
formed. Machine ØD
′
part as large as
gripping dia, of a workpiece (H7 ap-
proximately) and the surface nish less
than 6S. While forming the jaws set the
pressure the same as designated pres-
sure for workpiece operation or higher.
After forming, chuck a workpiece and
check the jaw stroke and the gripping
accuracy. Perform trial cutting and
conrm machining accuracy. As for the
contact of the chucking surface,make
chucking contact both surface A and B.
Ø d
Method for forming soft jaws when higher accuracy
is required: (e.g.External gripping)With jigs used
Use forming jigs. (Also, avail-
able on the market.) Install
pins(Example 1) or bolt and
nut (Example 2)to the ring
shaped plate divided in three
equal parts. Make sure the
ring is not warped and has
adequate thickness.
Operate the change valve and
open the master jaw to max
opening.
Operate the change valve and
insert the boss portion of the
forming jig into the bolt holes
of the soft jaw and perform
chucking. In that instant,
compress the plate end face
potion of the forming of the
soft jaw front and thus make
chucking in such a manner
that no vibrations will occur.
While the jig is clamped, form
the soft jaws(ØD
′
). As for ØD
′
,
perform machining in such a
manner that the portion will
have the same dia. (about H7)
as the chucking portion dia.
of workpiece and that surface
roughness will be 6S or below.
Set hydraulic pressure during
forming more or less below
the pressure used during
workpiece operation.
Upon forming the jaws, clamp
a workpiece and confirm
stroke. Perform trial cutting
and conrm machining accur-
cy, etc. Make sure the jaws are
contact surface A and B.
Ø
A
B
After machining, clean the chuck body and slideway
with air gun, etc. Use rust prevention coolant oil so that
rust does not reduce gripping force.
5-1 Lubrication
Internal gripping
PLATE
BOLT / NUTPIN
EX.1 EX.2
BOSS
as shown in the following figure, soft jaws can be
formed under the same conditions as the machin-
ing of the workpiece. When doing so, higher accu-
racy is achieved.
05.
Maintenance and
inspection
Section to be
lubricated
Apply grease from the grease nipple at the
periphery end of each master jaw with a
grease gun.
Using grease Moly Kote EP Grease (DOW CORNING CO.LTD)
Lubrication cycle
Once a day. However, when the machine is
operated at high speed rotation or a large
amount of water soluble cutting oil is used,
more of lubrication is needed according to
service conditions.(Once in 8hours).
 Loading...
Loading...



