40
(1) 更换顶爪时,应清洁主爪的据齿部位和四爪钉的连
接部位。若不干净,影响精密度,从而会产生误差。
(3) 在夹持像铸件这样宽倾斜度的维形产品,请另外制作
符合加工产品形状的特殊夹爪。
(4) 若夹持不均衡的加工产品,请在适当的转速下使用
均衡组件,测定震动和加工产品的摇动程度并加以
防止。
(5) 若因操作错误或输入错误、夹头或加工产品与工具
或工具台之间产生冲突、请立即停止旋转、确认顶
爪、主爪、四爪钉和夹爪拧紧螺检等是否有异常、
并请检查夹持精密度等。
(2) 请按照加工产品的形状和切割条件调整液压。若以
高压夹持管形加工产品,会出现通棱等现象。
若加工不均衡的型狀产品,由于加工产品质量的偏心
而引起的离心力会影响夹爪,因此请务必以较低的转
速加工。若使用三千里机械公司以外的顶爪,由于组
装状态不均勾,会引起主爪变形,使夹持的精密度下
降,因此由于夹持力不足等原因,加工产品存在着
飞散的危险。(注意假冒产品)请使用主爪和锅齿间距
相同的顶爪。在夹持加工产品时,如果与锅造的连接
不牢,锅齿会损坏,夹爪和加工产品也存在着飞散
的危险。开始工作之前,请使顶爪、定位器、加工产
品与工具、工具台等互相不接触,并请确认使用低速
加工。加工较长的产品时,请用防震工具或尾架加以
支撑。因加工较长的产品,存在着飞散的危险。若长
时间停止使用机械时,请使加工产品与夹头分离。
若需要硬爪,請與三千里机械查詢。本產品只對應
三千里机械硬爪。若使用比軟爪后面高度高的頂爪
或者若使用顶爪的前端夹持时,请把柱塞的推力降
低到与顶爪后面的高度成反比的位置。若不降低柱
塞的推力而使用时,夹头会损坏,加工产品也有飞散
的危险。
4-1夹持中心高度、静态夹持力、柱塞推力之间的关系
顶爪的质量矩与夹持力损失的关系
較沉重大的顶爪在夹头旋转时,由于顶爪的离心力,夹
持力会大幅减少。使用前请选择切割条件。
H
r
r
G G
a
ℓ
b
a = b
卡盘 卡盘
工件
特殊顶爪对应图
见数字.(Page41~43)
使用MH-206标准软爪(质量矩39kg^mm)时,不应超过
6000min
¹(r.p.m)的转数,在该转数,夹持力的损失为
38kN(约3800kgf)左右。此时,动态夹持力(静态夹持力
-夹持力损失)需要达到静态夹持力的1/3左右,因此静
态夹持力为57kN(※注),为了达到该夹持力,需要24.7kN
左右的柱塞推力。此时,若顶爪夹持部位的中心高度(指
到夹头面的距离)即H=16mm,那么,没有超过图表夹持
力的界限,因此可以使用。若顶爪夹持部位的中心高度
比H高,请降低静态夹持力后再使用。若顶爪的质量矩较
大,请降低转速后再使用。若转速较快,夹持力的损失
会增加。
(注)计算式 静态夹持力
=3×夾持力損失÷2
=3×24÷2=36kN
04.
使用时的注意事项
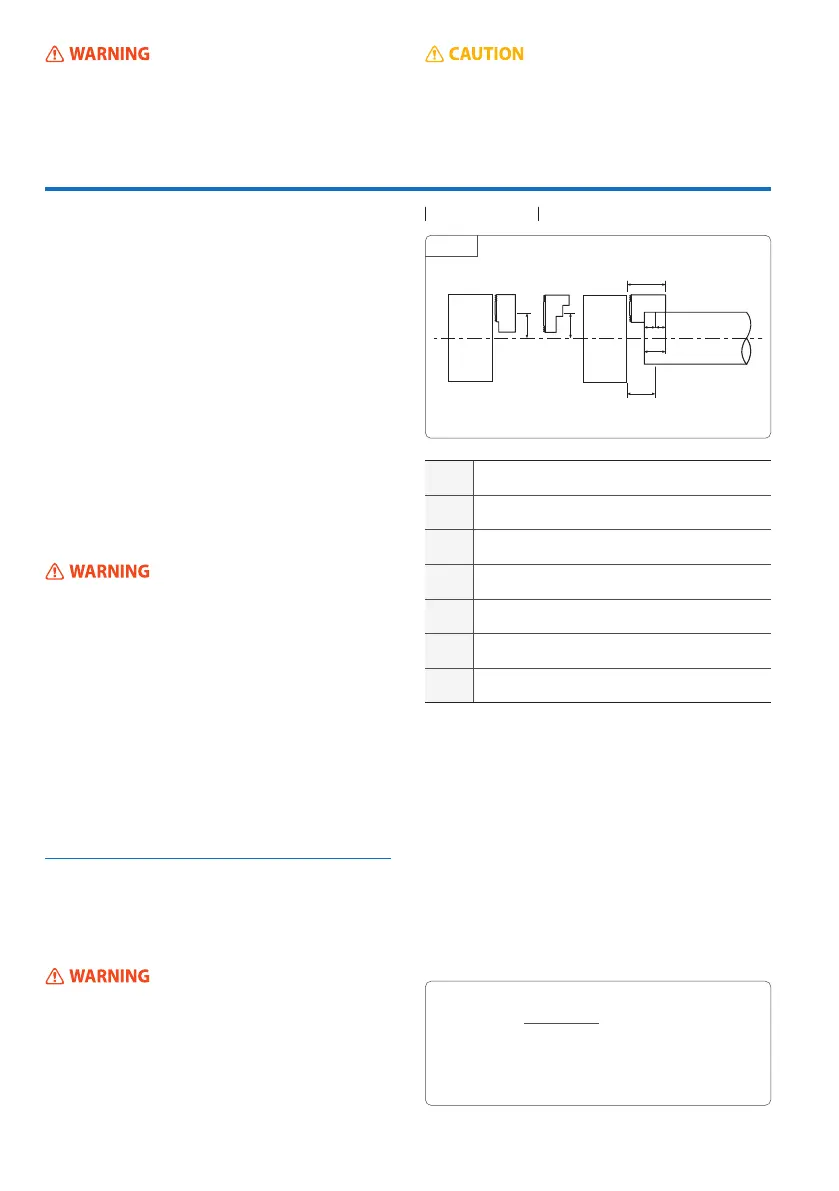
图6
MM
頂爪质量矩
G
頂爪质量中心
m
顶起下颚的质量(一爪)
r
頂爪的質量中心跟卡盘中心的距离
H
頂爪夾持中心的高度
h
特殊頂爪的面上高度
夾持部位長度
在夹持产品时,基爪的行程最好在行程范围的中央,
或在适当的行程范围内,这样比较安全,精密度也
好。在行程末端夹持时,由于加工产品可能被甩出去
(飞散),因此请不要使用这种方法。(Fig.6)
关于气缸,请阅读气缸的操作说明书。