39
如果对拉制螺母的拉制管长度不足,会造成螺丝损
坏,力量瞬间减弱,导致工件脱离(飞出)。
请务必按照规定的持紧扭矩紐紧螺栓。若紧扭矩不
足或过大,螺栓会损坏,夹头或加工产品也可能掉
下来.另外,使用中,请定期检查螺检的持紧状态。
最好不要使用我公司以外的其它螺栓.若使用其它螺
栓,请务必使用强度为12.9(M22以上时,10.9)以上
的螺栓,并特别注意螺检的长度。
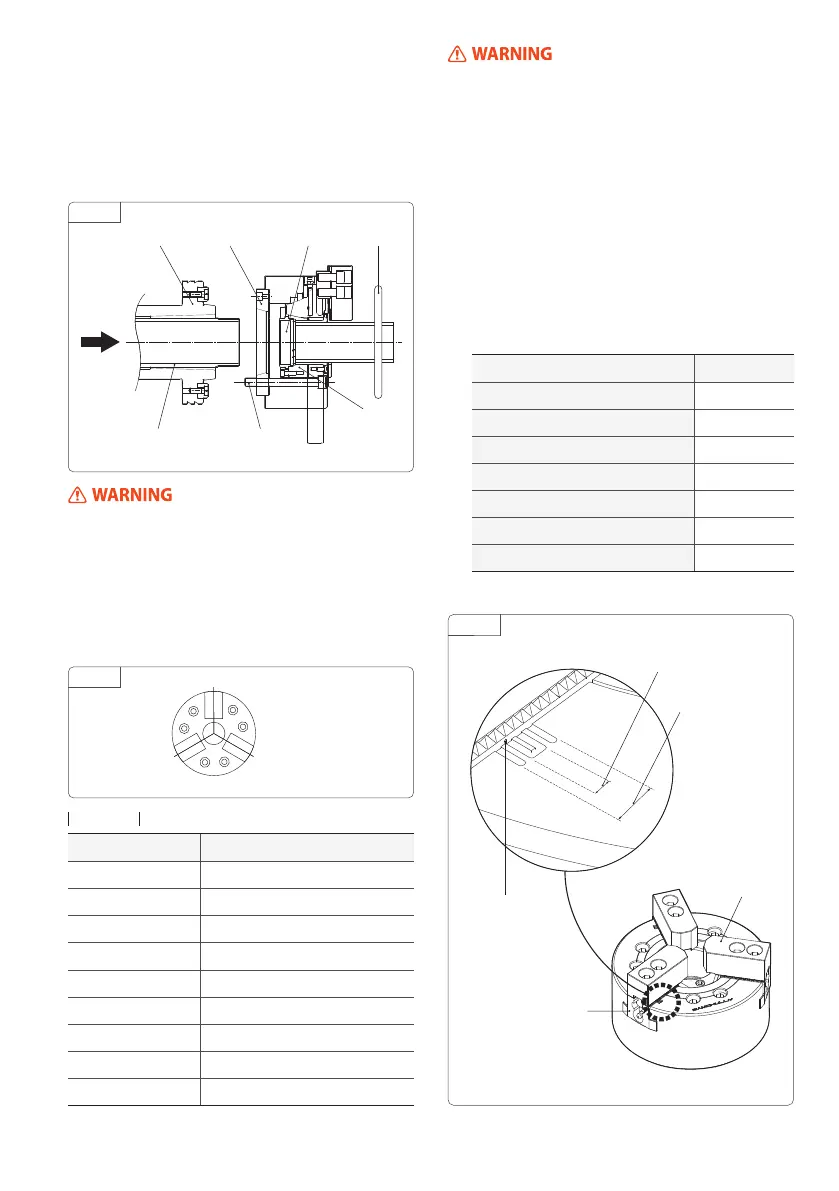
(3) 将卡盘连接到拉制管上。卸下卡盘的软钢卡爪(soft
jaw)及其盖,将卡盘扳手插入卡盘中心孔,转动拉制
螺母,连接拉制管。(Fig.4)当连接拉制螺母和拉制管
时,如果不能自然地连接,请检查一下螺丝部分.如
果不合理地硬连接,会造成烧结从而导致部件损坏。
(5) 调节卡爪座的位置。从油缸前面的卡爪座的合适的
位置是,从盖的安装面开始的尺寸A应为下表的位
置。(Fig.4)这时请确认卡爪座行程标识应对准前行程
标识。(Fig.6)此外由于拉制螺母有Clipstopper(转
动停止装置),请调整到有这一感觉的位置。
(4) 请把夹头安装在主轴(夹头适配器)上。旋转连接用把
柄,使夹头完全与车床的主轴附着面相接触。均勾
地,紧夹头螺检。
(图5)1→2→3→4→5→6
(若不均旬,会引起摇动)
扭緊螺栓的順序
螺栓尺寸 拧紧力矩
M5 7.8N·m(0.8kgf·m)
M6 12.7N·m(1.3kgf·m)
M8 38.2N·m(3.9kgf·m)
M10 72.6N·m(7.4kgf·m)
M12 106.8N·m(10.9kgf·m)
M14 170.6N·m(17.4kgf·m)
M16 250.0N·m(25.5kgf·m)
M20 402.1N·m(41.0kgf·m)
M22 539.4N·m(55.0kgf·m)
(6) 盖上盖子后,请确认夹头的摇动程度。夹头外围的
摇动程度和面上的摇动程度应为0.02mm以下。
(7) 请确认基爪侧面的行程标志是否在行程范围内。
紧固扭矩
图4
图5
图6
螺检或皮带进行移动。(8吋以下的夹头没有环首螺
检)使用完后,请务必拆卸环首螺检。
前端
绘制管 扭緊螺栓
模柱塞
主軸 卡盘适配器 牵引螺母 手把
基本线标志
合適行程
整个行程
基爪
頂爪
型式
A
MH-206 / MHT-206 21.0
MH-208 / MHT-208 / MHF-208 23.5
MH-210 21.5
MH-212 31.5
MH-218 28
MH-221 29
MH-224 29