38
拆卸夹头或在机械上安装夹头时,请使用吊车用环首
拉制管长度遵循如下规格。
3-1拉制管制作
绘制管道细节
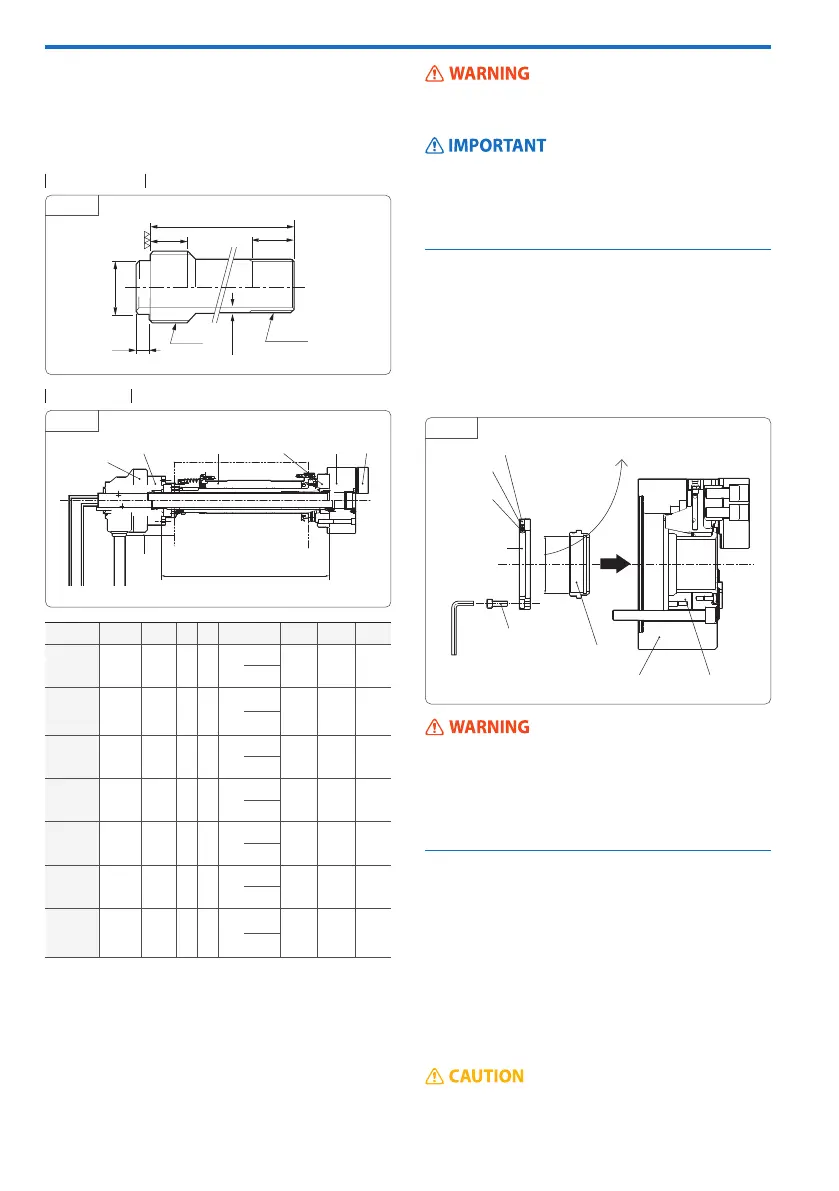
抽奖管安装
L
b c
d
a
e min.
f Max.
12
注)制作拉制管时考虑误差等因素,总长度应保留3~4mm余量.
螺丝松会导致振动或工件的飞出。拉制管厚度应至
少保证e,f部分的螺丝应加工成最大允许螺丝直径。
另外管应使用抗拉强度3.8Mpa(38kgf/mm)以上的
材质.a和d的f的同心度应为0.05以下。(Fig.2)
表中L尺寸可确定油缸Adapter与卡盘Adapter之间的
距离A(Fig.2-1)。
例)假定MH-206,SD-15452组合成A=800,拉制管的全
长L是L=A+41=800+41=841a部分螺丝加工,应对准
油缸Pitch螺丝部分正确加工。(Fig.2)如果螺丝接
触松,会发生振动。
拉制管应具备充分的强度。螺丝松会导致振动或工
件的飞出.c、e同心度应为0.05mm以下。(Fig.2)
用套筒扳手卸开活塞螺母和拉制螺母。松开活塞螺母外
周六角孔停止螺丝以卸下拉制螺母。这时要注意不要丢
失钢球和弹簧。按拉制管加工拉制螺母的螺丝。(螺丝松
会引起摇晃)将拉制螺母和活塞螺母结合在一起装入原位
进行固定。通过六角孔螺杆装配活塞螺母。(螺丝紧固时
必须遵循规定的力矩。Page18)
(1) 将拉制钢管装到油缸上。在油缸活塞杆上用螺丝固
定拉制管时,应在活塞杆处于夹紧/松开状态下进
行。(如果在中间位置紧固活塞,会造成活塞内导销
损坏。)
(2) 请将油缸装到主轴(CylinderAdapter)上。检查
油缸的摇晃,如果正常,安装液压管。以低压
(0.4~0.5Mpa,4~5kgf/cm)操作2~3次,使活塞杆前
进后关闭电源。
3-2拉制螺母加工
3-3卡盤安装順序
活塞螺母紧固螺丝必须遵循规定的力矩。紧固力
矩不足或过大会造成螺杆损坏和卡盘脱离(飞出)。
(Page18)这个螺丝特别需要一定的强度,因此不要
使用规定以外的螺杆。拉制螺母的厚度应保证充分
的强度。
03.
安装
线
图2
图2-1
图3
A
頂爪卡盘卡盘适配器绘制管气缸适配器
气缸
支持
数控车床
扳手
内六角圆柱头螺检
按照平局管螺纹螺丝。固定螺钉
彈簧
钢球
柱塞螺母
卡盘机体 模柱塞
牵引螺母
型式 气缸
a b c d(f7) e Min. f Max. L
MH-206
MHT-206
SD-
15452
M60
x
2.0P
30 25 55
-0.030
4
M60
x
2.0P
A+39
-0.060
MH-208
MHT-208
MHF-208
SD-
17568
M75
x
2.0P
35 30 70
-0.030
4
M75
x
2.0P
A+42
-0.060
MH-210
SD-
18582
M90
x
2.0P
40 28 85
-0.036
5
M90
x
2.0P
A+45
-0.071
MH-212
SD-
21510
M115
x
2.0P
45 30 110
-0.036
5
M116
x
2.0P
A+54
-0.071
MH-218
SD-
30516
M180
x
3.0P
55 60 170
-0.043
5
M175
x
3.0P
A+60
-0.083
MH-221
SD-
30516
M180
x
3.0P
55 45 170
-0.043
5
M180
x
3.0P
A+60
-0.083
MH-224
SHL-
39024
M250
x
3.0P
55 50 243
-0.050
5
M200
x
3.0P
A+65
-0.096