44
4-2软爪的成型
使用软爪时,应参考加工产品的外形、尺寸、材料表面
粗度和切割条件等,选择最佳的软爪。若松開軟爪扭緊用
的六角螺检即可与主爪分离,在着变更各锅齿部位的连接
位置,可以自由地调整软爪的位置。
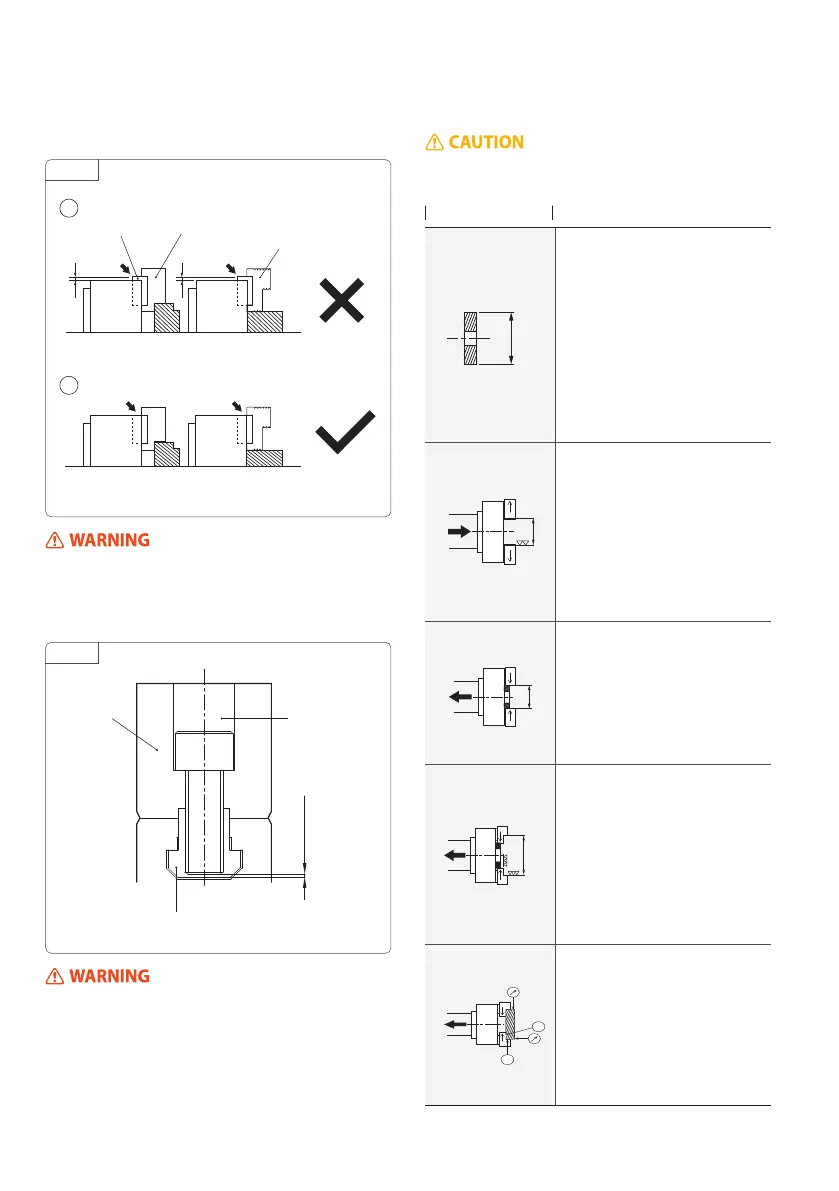
注意夹爪的连接位置
使用时,夹头的四爪钉不应突出于主爪。(Fig.8)若
在四爪钉突出的情况下使用,则主爪和四爪钉会损
坏,并加工产品有可能被用出去(飞散)的危险。
硬爪
软爪T型螺母
1
2
0~1mm
頂爪扭緊螺栓頂爪
T型螺母
若顶爪安装螺检和四爪钉的拧紧深度较浅,四爪钉会
损坏,且加工产品存在着飞散出去的危险。另外,若
四爪钉的底面有螺检露出来,由于无法固定顶爪,
加工产品也有飞散出去的危险。因此,应使顶爪梓紧
螺检的长度比四爪钉的底面短0~1mm左右。(Fig.9)
最好不要使用我公司以外的其它拧紧螺检。(若使
请按照如下方法进行软爪的成型工作。(外径或內徑
夹及需要高夹持精密度时請參照以下方法)
准备成型用塞子(plug)。由于塞子的
外径尺寸随着成型部位的尺寸改变,
因此若事前准备好多种外径尺寸不同
的塞子工作起来会很方便。使用外径
精密度为25S以下的塞子。请使用不
翅起且厚度适中的塞子。
使用方向转换阔,將基爪张到最大程
度。然后成型ØD部位(将要夹持成型
用塞子的部位)。ØD部位的尺寸应等
于成型用塞子的直径+夹持时的夹爪
行程。
ØD≒Ød+卡爪最大行程(直徑)÷2
准使用方向转换阔,在ØD部位夹持塞
子。此时,应把夹头的截面贴紧塞子,
以便塞子不倾斜。
夹持塞子后,成型加工产品的夹持部
位。ØD′部位的大小应等于加工产,品
夹持部位的直径(约H7),加工时,表面
粗度应为6S以下。应使成型时的压
力等于或稍高于工作时的压力。
完成成型以后,请夹持加工产品,确认
夹爪行程和夹持精密度。应进行试
验切割,确认加工精密度。夹持面应
为双面接触,即A面(外径)和B面(截面)
都应与夹持面接触。
Ø d
在进行外径夹持时
图8
图9
用不是我公司生产的其它螺检,请务必使用强度为
12.9(M22以上时为10.9)以上的螺检,并特别注意螺
检的长度。若四爪钉没拧紧,主轴启动时,顶爪有
轴启动时,顶爪有甩出去的危险。