45
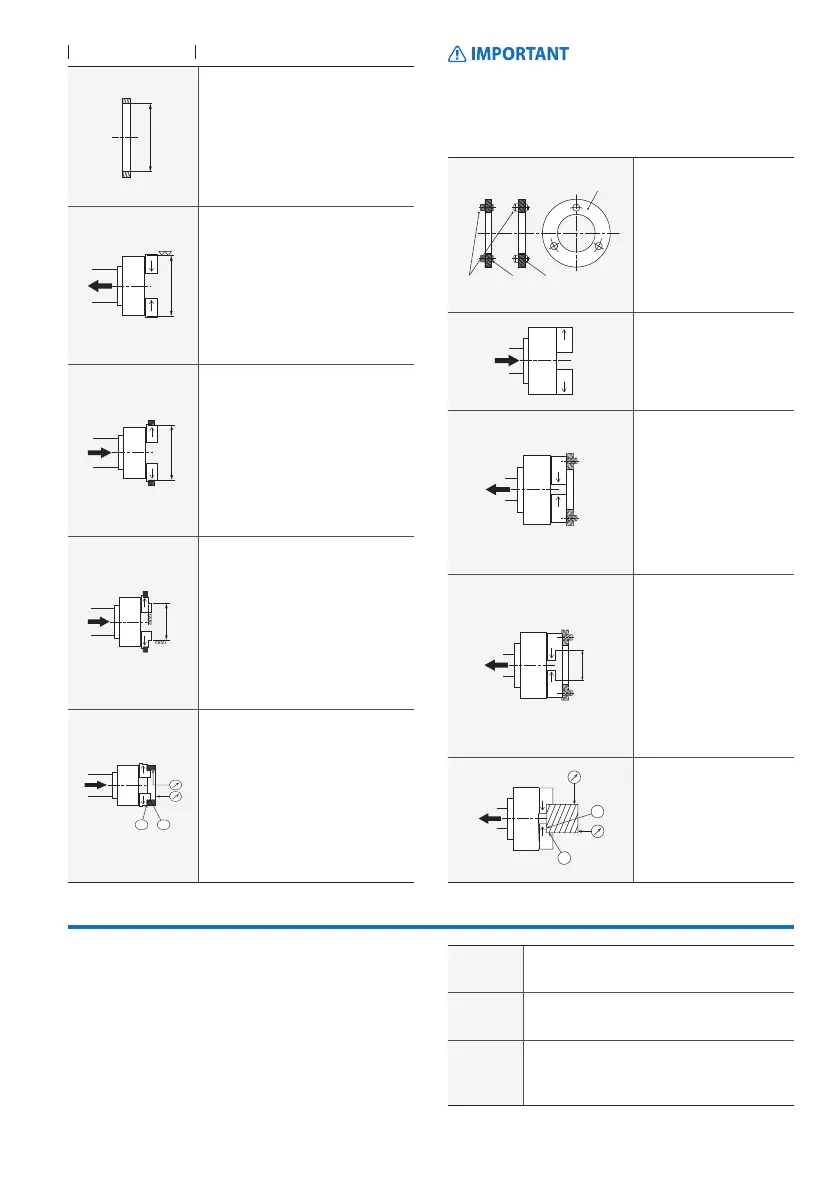
准备成型用环(ring)。使用内径精密
度为25S以下的环。请使用不翅起且
厚度适中的环。
使用方向转换阔,將基爪缩到最小。
請加工ØD部中夾持成型环部位。ØD
部位的尺寸应等于成型用环-夹持时
的夹爪行程。
ØD≒Ød-最大卡爪行程÷2
使用方向转换阔,在ØD部位夹持环。
此时,应注意环不倾斜。
准夹好塞子以后,开始成型加工产品
的夹持(ØD′)部位。ØD′部位的应等
于加工产品夹持部位的直径(约H7),
加工时,表面粗度应为6S以下。应使
成型时的压力等于或稍高于工作时的
压力。
完成成型以后,请夹持加工产品,确认
夹爪行程和夹持精密度。应进行试验
切割,确认加工精密度。夹持面应为
双面接触,即A面(外径)和B面(截面)
都应与夹持面接触。
Ø d
需要高夹持精密度时的成型方法
(例:外径夹持)使用与下图①相同的成型用夹具,可
成型出与加工产品时一样状态的软爪(夹持加工产品
时,软爪的位置将上升),从而可获得高夹持精密度。
准备成型用夹具。在环型
塞子部位以三分之一的间
隔安装销子(pin)(例1)以
及安装螺检、螺母(例2)。
使用不翅起且厚度适中的
环。
使用方向转换阔,使基爪张
到最大程度。
使用方向转换阔,将成型用
夹具的突出部位插到软爪
的螺检孔内,然后再进行夹
持。此时,把成型用夹具板
的截面贴紧软爪的前面,以
便在不摇动的情况下进行
夹持。
在完成夹持成型用夹具后,
开始成型加工产品的夹持
部位(ØD′)。ØD′部位的;大
小应等于加工产品夹持部
位的直径(约H7),加工时,表
面粗度应为6S以下。应使
成型时的液压稍低于加工
产品时的液压。
完成成型以后,请夹持加工
产品,确认夹爪行程和夹持
精密度。夹持面应为双面
接触,即A面(外径)和B面(截
面)都应与夹持面接触。
Ø
A
B
结束作业时,请务必用气枪(airgun)等清洁夹头机体和滑
动面等部位。若不使用具有防镑效果的水溶性切割油,
夹头里面有时会产生粘着现象,使夹持力下降,请注意这
一点。
5-1润滑
潤滑部分 用黄油枪向主爪末端的油嘴部位加油
使用潤滑
請使用MolyKoteEPGrease(DOWCORNING
CO.LTD制產品
潤滑次数
1天加油1次.但请在高速旋转后,或使用大量
的水溶性切割油后,以及認为有必要时隨时加
油.(一旦在8小时)
在进行内径夹持时
板
螺栓 / 螺母C
例1 例2
突出部位
05.
维护保养