46
长时间保持夹头良好的工作状态的关键在于添加润滑
油.若润滑作业不理想,会在低液压情况下发生启动
不良,夹持力不足,夹持精密度下降,磨损严重,粘
着等现象。同时,若夹持力降低,加工产品存在着飞
散的危险因此请注意添加润滑油。
5-2分解顺序
为了安全,请用皮带牢固,防止掉下来以后再进行工作。
(1) 松开夹爪螺检,分解软爪和四爪钉。
(2) 打开盖子。
(3) 松开夹头螺检,用把柄旋转牽引螺母分解夹头。
(4) 请把模柱塞往夹头后方搬开。
(5) 将基爪移動到卡盘中心后再往后拉。组装时,请充分
涂抹黄油,组装顺序与分解的顺序相反。此时,请
注意机体、基爪、模柱塞的号码不出错误。
每6个月至少1次,或每启动10万次时(若切割铸件等,
每2个月至少清扫1次),应拆开进行清扫。配件发生
磨损或龟裂等现象时,请更换配件.检查结束以后,
请充分添加润滑油并加以组装。
关于夹持力
设定切割条件时,请参考Page41~43,Page47的资
料。夹持力根据栗、减压阔的性能、配管情况和所
使用的黄油等有所差异,请注意这一点。特别是,使
用大型液压组件时,由于产生过大的压力,使夹持力
增加,并引起配件的损坏和耐久性的下降,因此请
安装节流阔,防止过大的压力。
1. 最大的静态夹持力
5-3夹持力和旋转速度的关系
最大的静态夹持力指的是停止时的夹持力,根据加油
的状态、使用的黄油和夹爪的高度等有所差异。因
此,技术参数表中的最大静态夹持力是在如下情况下
测定的数值。
(1) 顶爪指的是使用三千里机械公司标准软爪时,在
软爪面上高度(从夹头表面到软爪上部的高度)的
1/2的位置,用夹持计量器测定的数值。
(2) 黄油指的是能够提高效率的润滑剂。
(3) 顶爪拧紧螺检的拧紧扭矩请选定适合的扭矩。
(Page18)
(4) 柱塞的推力是允许的最大推力。
(5) 请使用具有20ℓ/min以上吐出量的变容型栗作为
液压来源,并且使用栗内的压力调整装置设置压
力,同时,请另外安装减压阔。
夹持力 最大静态夹持力
頂爪 标准软爪
基爪 行程的中央
顶爪的安装位置 请使爪尾与夹头的外周相同
2. 最高允许转数
最高允许转数以如下条件为基础标示,即当旋转夹持
力(动态夹持力)约为停止夹持力的1/3时,用此时测
定的实际测量值标示。
在高速转动状态下进行中切削时会产生滑动现象,
并有发生飞散的危险,这种情况必须要注意。请定
期确认使用中的设置握持力。如果回转气缸的最高
回转速度低,请配合该回转速度。
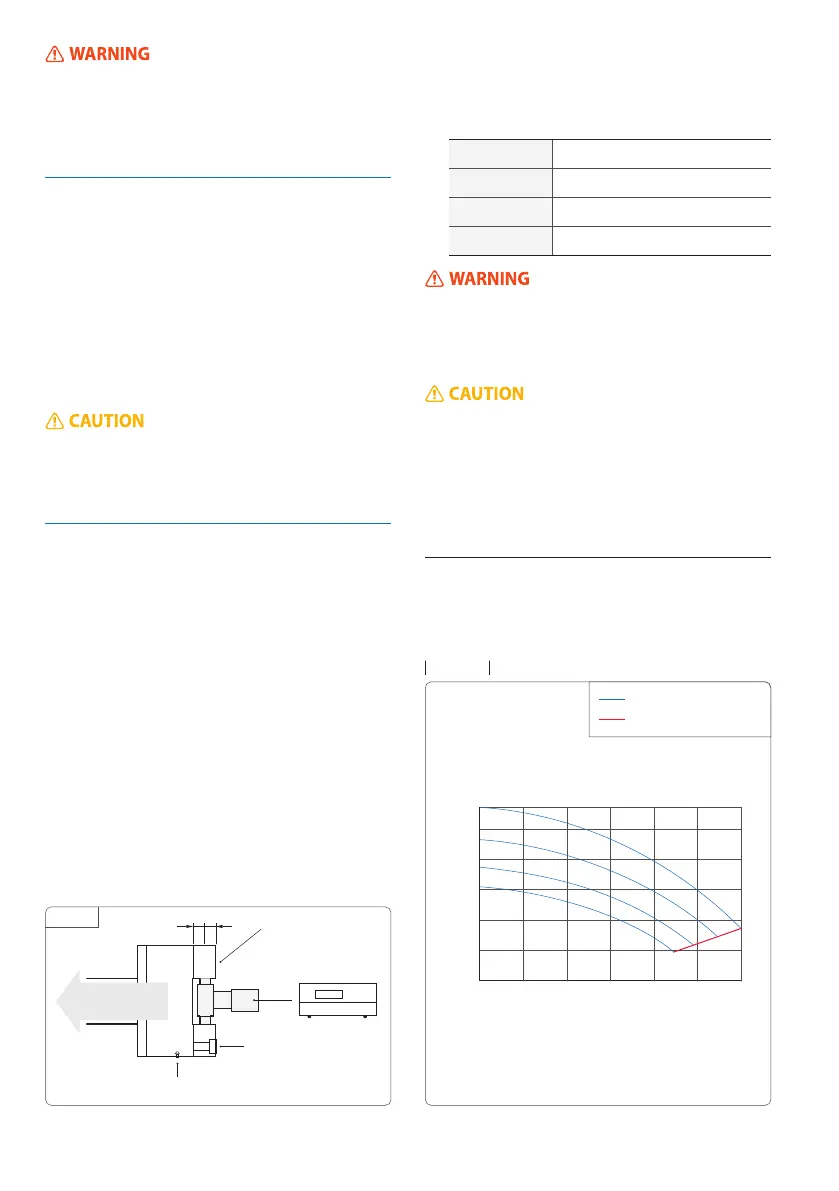
随着转数的上升,夹爪产生离心力,因此夹持力会下降。图
表中的曲线显示标准软爪的变化。夹持力根据顶爪的;
大小、形态、附着的位置有很大差异,并且在转速很高的
情况下,根据夹持力的实际刻度需要进行实际检查。
图10
夾持力测试仪
用规定的扭矩拧紧
在基爪上潤油
SAMCHULLY
标准的硬爪
最大允许的输入力
MH-206
10
1000 2000 3000 4000 5000 60000
20
30
40
50
24.7
57.3
18
15
12
总夹紧力[kN]
转速[min
⁻
¹(r.p.m)]
柱塞输入力[kN]
极限转速[min
⁻
¹(r.p.m)]