INSTRUCTIONS
Dressing
Left
Wheel
(Cat.
No's.
176 & 177)
Dress wheel
to
clean
up
each
time
the
grinding
head
is
repositioned or when a new wheel
is
installed.
Be
sure
the
grinding
head
clamp
is
securely
tightened
before dressing or
grinding.
See
illustration.
Position
chuck
carriage
to
extreme left.
Adjust
diamond
holder in post so
that
the
diamond has
about
3/
8"
overhang
in
front
of
post. The
amount
of
diamond overhang should
be
kept
to
a
minimum
in order
to
maintain
as rigid a support
as
possible.
Rotate
the
diamond holder
to
the
stop pin. The location
of
the
dressing diamond should
be
such
that
excessive ad-
justment
of
the
cross slide should
not
be
required
for
con-
tact
with
the
valve
after
the
wheel has been dressed.
The
rubber
chuck
shields
(6318)
should be used
to
pro-
tect
the
chuck
from wheel
grit
while dressing or grinding.
Start
the
machine
and advance
the
grinding
wheel carefully
to
prevent gouging. See illustration.
After
adjusting
diamond
for
dressing, apply coolant. Pass
the
diamond over
the
wheel while feeding
cuts
of
.
0005"
or
less per pass. Feed screw
mirometer
thimble
is
graduated in
increments
of
.001"
. The diamond should occasionally
be
rotated slightly
to
present a new
cutting
edge. A rapid
traverse
of
the
diamond will result in a rough
condition
which
is
excellent
for
fast
stock removal
but
poor
for
finish
,
but
is
sometimes used
to
make a hard wheel
cut
more freely.
However,
if
this
is
continually necessary,
the
softer
grade
wheel (Cat. No. 177) should
be
used.
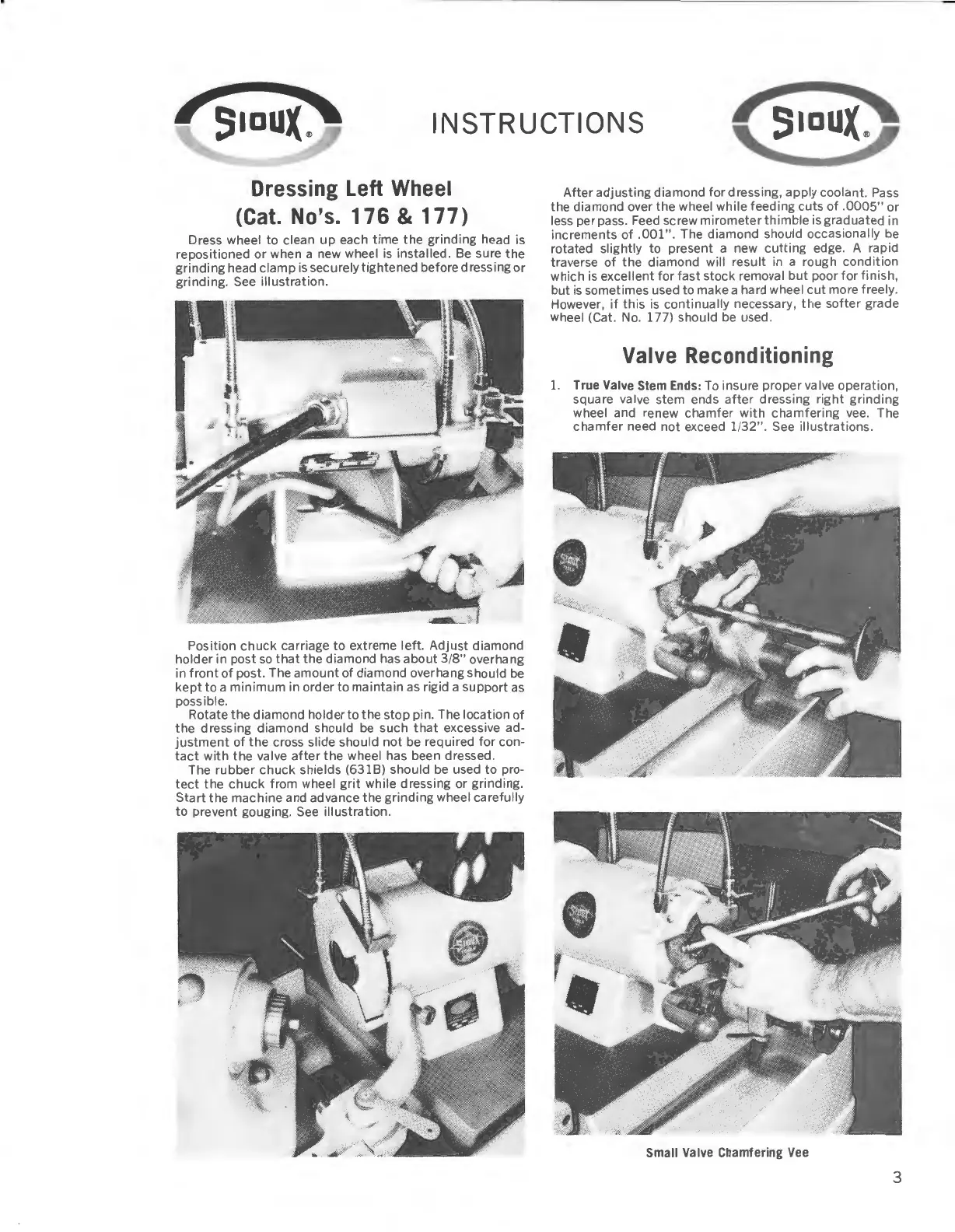
Valve
Reconditioning
1.
True
Valve
Stem
Ends:
To insure proper valve operation,
square
valve stem ends
after
dressing
right
grinding
wheel and renew
chamfer
with
chamfering
vee. The
chamfer
need
not
exceed 1/
32"
. See
illustrations
.
Small
Valve
Chamfering
Vee
3
 Loading...
Loading...