13
8. Operation and Bandsawing Practice
Material Material Thickness
<6 mm 6-12 mm 12-25 mm >25mm
Perspex 16 TPI 14 TPI - -
Chipboard - 6 TPI 3-6 TPI 3-4 TPI
Fibre board 16 TPI 14 TPI - -
Hardboard 10 TPI - - -
Plywood 10 TPI 8 TPI 6 TPI 3-4 TPI
Strawboard 14 TPI 10 TPI - -
Cork 14 TPI 6 TPI 3 TPI 3-4 TPI
Leather 14 TPI - - -
Rubber 10 TPI 8 TPI - -
Wood -log - - - 3-4 TPI
Wood -soft 6 TPI 3-6 TPI 3-4 TPI 3-4 TPI
Wood -hard 6 TPI 3-6 TPI 3-4 TPI 3-4 TPI
Wood -wet - - - 3-4 TPI
Blade Selection (TPI) - Cont.
Having selected an appropriate blade for the particular thickness and type
of material to be sawn, it is essential that the saw blade is allowed to cut
freely by not applying too much pressure.
• The need for excessive pressure is likely to be a result of the incorrect
blade selection or a worn blade and will result in inaccurate cutting and
possibly blade breakage.
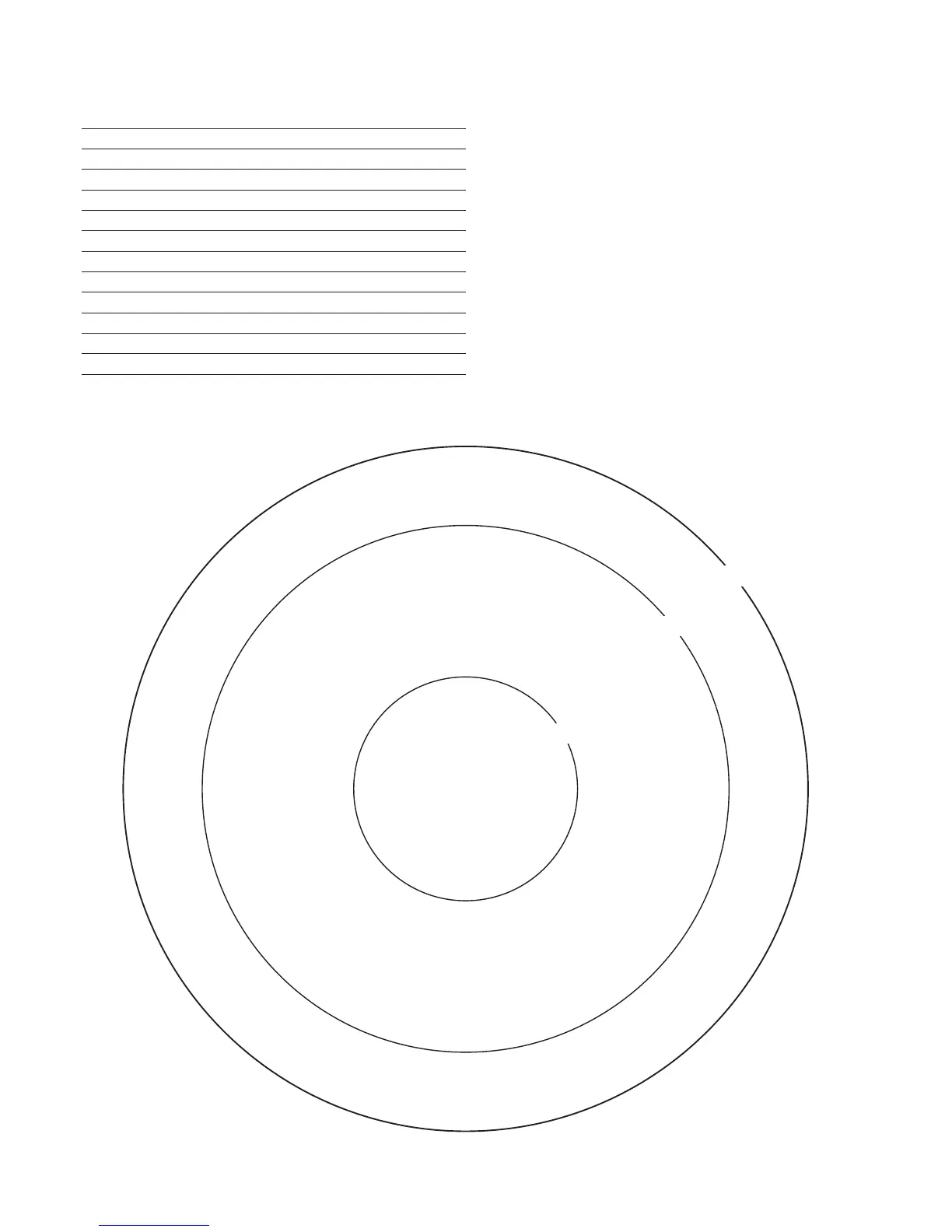
Blade Selection (Width)
• When cutting shapes, the width of the blade limits the minimum radius
that can be cut.
• If the blade is too wide for the cutting radius the blade will twist and
possibly jam or break.
• The smaller the radius the narrower the blade has to be.
The diagram below provides guidance on the minimum radius to be cut
with the most commonly used blade widths.
Blade width: 3/8”
Min radius: 2
1
/
2
”
Blade width: 1/4”
Min radius: 1
1
/
16
”
Blade width: 1/2”
Min radius: 3
1
/
4
”