14
STEL s.r.l. - Via del Progresso n° 59 - 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 0444 639525 (central.) - +39 0444 639682 (comm.)
FAX +39 0444 639641 - E-mail: stel@stelgroup.it
Web: www.stelgroup.it
MAX dp 171-201C
COD. 6910700040
ITALIANO
DESCRIZIONE TECNICA
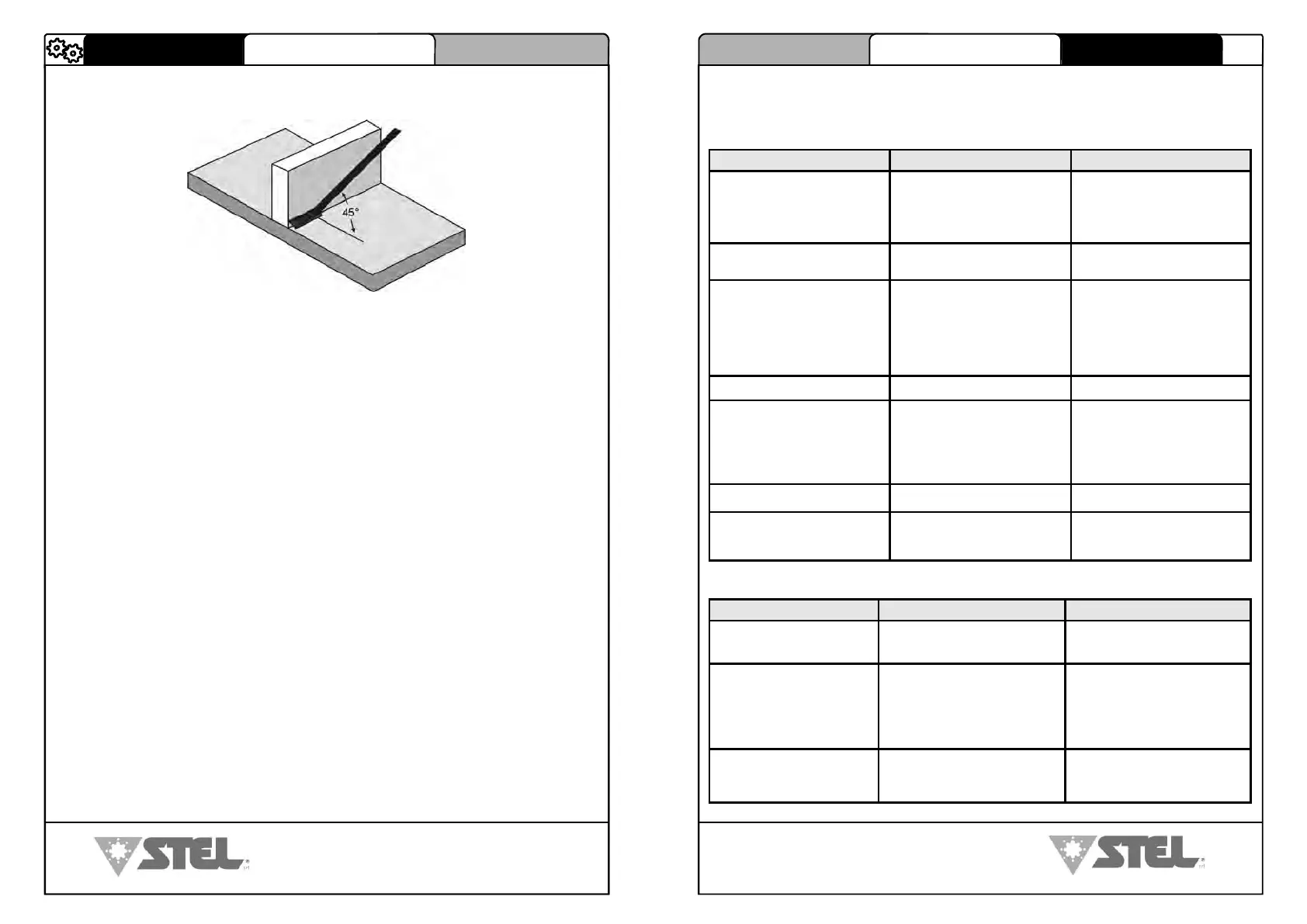
2) giunto a T
L’angolo di inclinazione dell’elettrodo varia in funzione alle passate eseguite; il movi-
mento dell’elettrodo viene eseguito tramite oscillazioni e fermate ai lati del cordone in
modo da evitare l’accumulo di materiale d’apporto al centro della saldatura.
- Asportazione della scoria:
Per gli elettrodi rivestiti, si rende necessaria l’asportazione della scoria dopo ogni pas-
sata. L’asportazione si esegue tramite un piccolo martello, oppure per scorie friabili
con una spazzola metallica.
Per una corretta esecuzione dei diversi tipi di giunto nelle varie posizioni, occorre e-
sercitarsi sotto la guida di un esperto.
7.0 SALDATURA TIG
7.0 SALDATURA TIG7.0 SALDATURA TIG
7.0 SALDATURA TIG
7.1 PROCEDIMENTI E DATI TECNICI DELLA SALDATURA TIG
7.1 PROCEDIMENTI E DATI TECNICI DELLA SALDATURA TIG7.1 PROCEDIMENTI E DATI TECNICI DELLA SALDATURA TIG
7.1 PROCEDIMENTI E DATI TECNICI DELLA SALDATURA TIG
INTRODUZIONE:
- Gas Tungsten Arc Welding (GTAW) è la definizione del processo di saldatura nel
quale l’arco, durante il lavoro, è mantenuto per mezzo di un elettrodo metallico infusi-
bile (di solito tungsteno). La zona d’arco (elettrodo e bagno di fusione) viene protetta
dalla contaminazione atmosferica per mezzo di un gas inerte come argon o elio che
affluisce continuamente attraverso appositi condotti collegati alla torcia.
Per semplicità e uniformità ogni riferimento al processo in questo manuale viene fatto
con il termine TIG (Tungsten Inert Gas).
- Questo processo può essere usato per fare saldature pulite e precise su ogni tipo di
metallo, rispettandone la composizione fisico-chimica.
Grazie a questa caratteristica, la saldatura TIG rappresenta il solo metodo adatto per
unire certi metalli.
- Date le caratteristiche inerenti il processo TIG, la progettazione della saldatrice deve
soddisfare delle specifiche ben precise. Le saldatrici TIG vengono progettate e co-
struite con queste disposizioni. Se vengono installate, usate e mantenute in modo cor-
retto esse possono fornire un lungo e soddisfacente servizio creando saldature corret-
te e pulite.
139
MAX dp 171-201C
COD. 6910700040
STEL s.r.l. - Via del Progresso n° 59 - 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 0444 639525 (central.) - +39 0444 639682 (comm.)
FAX +39 0444 639641 - E-mail: stel@stelgroup.it
Web: www.stelgroup.it
?
??
?
BÚSQUEDA AVERÍAS
DEFECTO POSIBLES CAUSAS CONSEJOS
GRIETAS
POROSIDAD
Electrodo ácido sobre acero con elevada
cantidad de zolfo.
Excesivas oscilaciones del electrodo.
Demasiada distancia entre las piezas a
soldar.
Pieza en soldadura fría.
Usar un electrodo básico.
Acercar los bordes a soldar.
Avanzar lentamente al principio.
Disminuir la corriente de soldadura.
POROSIDAD
El material a soldar está sucio (ej. aceite,
pintura, herrumbre, óxidos).
Corriente insuficiente.
Limpiar las piezas antes de soldar es una
norma basilar para conseguir buenos cor-
dones de soldadura.
PENETRACIÓN ESCASA Corriente baja.
Velocidad de soldadura elevada.
Polaridad invertida.
Electrodo inclinado en posición opuesta a
su movimiento.
Ocuparse de la regulación de los paráme-
tros operativos y preparar mejor las piezas
a soldar.
MUCHAS SALPICADURAS Inclinación del electrodo excesiva. Corregir oportunamente.
DEFECTOS DE PERFILES Parámetros de soldadura no correctos.
Velocidad de pasada no ligada a las exi-
gencias de los parámetros operativos.
Inclinación no constante del electrodo
durante la soldadura.
Respetar los principios basilares y genera-
les de soldadura.
INESTABILIDAD DEL ARCO Corriente insuficiente. Controlar las condciones del electrodo y la
conexión del cable de masa.
EL ELECTRODO FUNDE OBLICUAMEN-
TE
Electrodo con ánima no centrada.
Fenómeno del soplo magnético.
Sustituir el electrodo.
Conectar los dos cables de masa en los
lados opuestos de la pieza a soldar.
12.2 POSIBLES INCONVENIENTES DE FUNCIONAMIENTO
12.2 POSIBLES INCONVENIENTES DE FUNCIONAMIENTO12.2 POSIBLES INCONVENIENTES DE FUNCIONAMIENTO
12.2 POSIBLES INCONVENIENTES DE FUNCIONAMIENTO
INCONVENIENTE POSIBLES CAUSAS REMEDIOS
NO SE ENCIENDE - Conexión primaria no correcta
-Tarjeta del inverter defectuosa.
-Controlar la conexión primaria.
-Acudan a su centro de asistencia.
FALTA TENSIÓN EN LA SALIDA -Máquina sobhrecalentada (led amarillo
encendido).
- Tensión de alimentación primaria baja
-Tarjeta del inverter defectuosa.
-Esperar el restablecimiento térmico.
-Controlar la red de distribución
-Acudan a su centro de asistencia
LA CORRIENTE DE SALIDA NO ES
CORRECTA
-Potenciómetro de regulación defectuoso.
-Tensión de alimentación primaria baja.
-Acudan a su centro de asistencia.
-Controlar la red de distribución.
12.0
12.0 12.0
12.0 INCONVENIENTES
INCONVENIENTESINCONVENIENTES
INCONVENIENTES
DE
DEDE
DE SOLDADURAS
SOLDADURAS SOLDADURAS
SOLDADURAS Y
YY
Y
FUNCIONAMIENT
FUNCIONAMIENTFUNCIONAMIENT
FUNCIONAMIENTO
OO
O
12.1 POSIBLES DEFECTOS DE SOLDADURA
12.1 POSIBLES DEFECTOS DE SOLDADURA12.1 POSIBLES DEFECTOS DE SOLDADURA
12.1 POSIBLES DEFECTOS DE SOLDADURA
ESPAÑOL
 Loading...
Loading...








