16
STEL s.r.l. - Via del Progresso n° 59 - 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 0444 639525 (central.) - +39 0444 639682 (comm.)
FAX +39 0444 639641 - E-mail: stel@stelgroup.it
Web: www.stelgroup.it
MAX dp 171-201C
COD. 6910700040
c) Materiale d’apporto
- Esistono molti materiali trattabili, comunque valgono alcune regole basilari:
1) le bacchette di materiale d’apporto devono rispettare le stesse proprietà meccani-
che e chimiche del materiale da saldare;
2) è sconsigliato utilizzare parti del materiale base in quanto potrebbero contenere im-
purità dovute alla lavorazione stessa;
3) se il materiale usato ha una composizione chimica diversa, è opportuno valutare le
caratteristiche finali del giunto, sia meccaniche che anticorrosive.
d) Gas di protezione
- Il gas di protezione normalmente usato è l’argon puro con una quantità variabile a
seconda della corrente impiegata (4-6 I/min).
- Il procedimento TIG è indicato per la saldatura degli acciai (sia al carbonio che lega-
ti), permette una saldatura di ottimo aspetto che limita le lavorazioni successive ed è
spesso utilizzata per la prima passata sui tubi.
- É necessario prima di ogni saldatura effettuare un’accurata preparazione e pulizia
dei lembi.
SALDATURA TIG DEL RAME
- Per le proprietà già descritte, la saldatura TIG risulta ottimale anche nel caso della
lavorazione di materiali ad elevata conducibilità termica. Il gas utilizzato è sempre
l’argon e nel caso della saldatura del rame si consiglia l’uso di un supporto rovescio.
- Preparazione dei lembi per la saldatura del rame (giunto testa a testa in piano).
b) Scelta e preparazione dell’elettrodo
- L’elettrodo utilizzato è dello stesso tipo descritto per la saldatura degli acciai; la pre-
parazione viene effettuata nelle modalità già precedentemente descritte.
- Per evitare la possibile ossidazione nella zona saldata si utilizzano materiali
d’apporto con fosforo, silicio e componenti disossidanti.
ITALIANO
DESCRIZIONE TECNICA
s (mm) a (mm) d (mm) α (°)
1÷3
4÷10
4÷10
0
0
0
0
1-s/4
0
0
0
60÷90
137
MAX dp 171-201C
COD. 6910700040
STEL s.r.l. - Via del Progresso n° 59 - 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 0444 639525 (central.) - +39 0444 639682 (comm.)
FAX +39 0444 639641 - E-mail: stel@stelgroup.it
Web: www.stelgroup.it
11.3
11.3 11.3
11.3 CICLO
CICLOCICLO
CICLO
DE
DEDE
DE
INTERMITENCIA
INTERMITENCIAINTERMITENCIA
INTERMITENCIA (DC Y
(DC Y (DC Y
(DC Y SOBRETEMPERATURA
SOBRETEMPERATURASOBRETEMPERATURA
SOBRETEMPERATURA
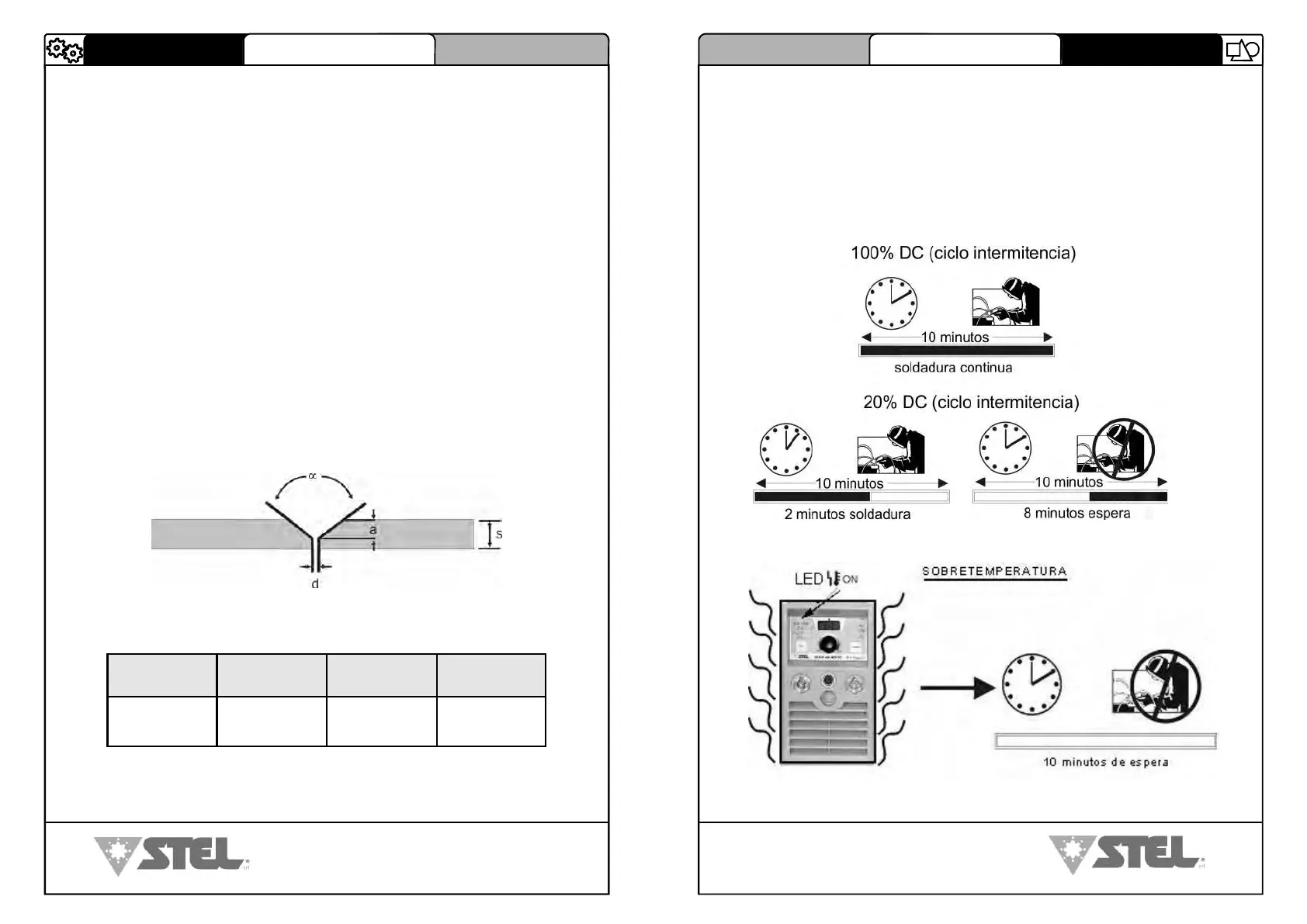
El ciclo de intermitencia es el porcentaje de utilización de la soldadora sobre 10
minutos que el operador debe respetar para no entrar en sobretemperatura.
Si la máquina entra en sobretemperatura el led amarillo (ref. 3 pág. 120) se enciende
Es necesario esperar cerca de 10 minutos para reanudar el soldeo.
Hay que reducir el amperaje o el tiempo de trabajo tras la reanudación del soldeo.
FIGURAS
ESPAÑOL
 Loading...
Loading...








