11
2
3
1
1
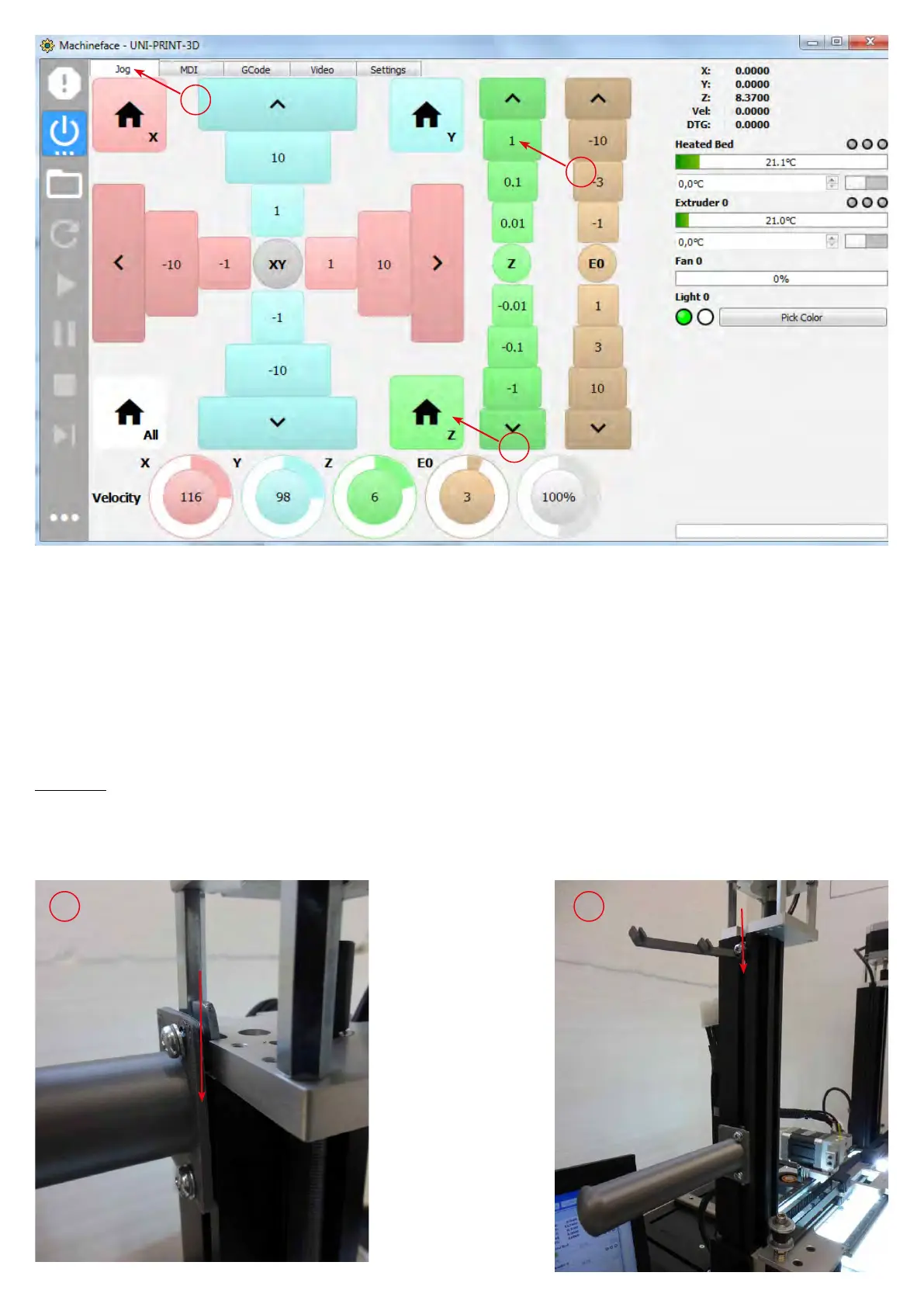
(1) Önen der Kontrolloberäche „Jog“
(2) Z-Achse 3 mm hinauf verfahren (3x „1“ anklicken)
(3) Z-Achse erneut referenzieren
Erneutes Messen der Werte ∆z_l und ∆z_r. Ist die Die-
renz kleiner als 0,1 mm, reicht dies für die meisten Drucke.
Ist die Dierenz größer, eingeben des neuen Korrekturwer-
tes (∆z
alt
+/-∆z
neu
).
Dies solange wiederholen, bis ∆z den gewünschen Wert
erreicht.
Grundregel: Je größer die für den Druck benötigte Fläche ist, umso
genauer ist zu kalibrieren (kleiner ∆z Wert).
(1) Open Jog
(2) Move Z-axis 3 mm up (click 3 times on „1“)
(3) Home Z-axis again
Measure ∆z_l and ∆z_r several times. Dierence < 0,1mm
is sucient for most prints. Dierence >0,1 mm insert new
compensation (∆z
alt
+/-∆z
neu
). Repeat until correct value
reached.
Basic rule: the bigger the printing surface the more precise
calibration needed (small
∆z value)
2
(1) Montage Material-
halter
(2) Montage Filament-
halter
(1) Mount Spool holder
(2) Mount holder
lament tube
Montieren u. Laden des Filamentes • Fix and load Filament
 Loading...
Loading...