Injection Molding Machine Chapter 4
4-12A
V3.0
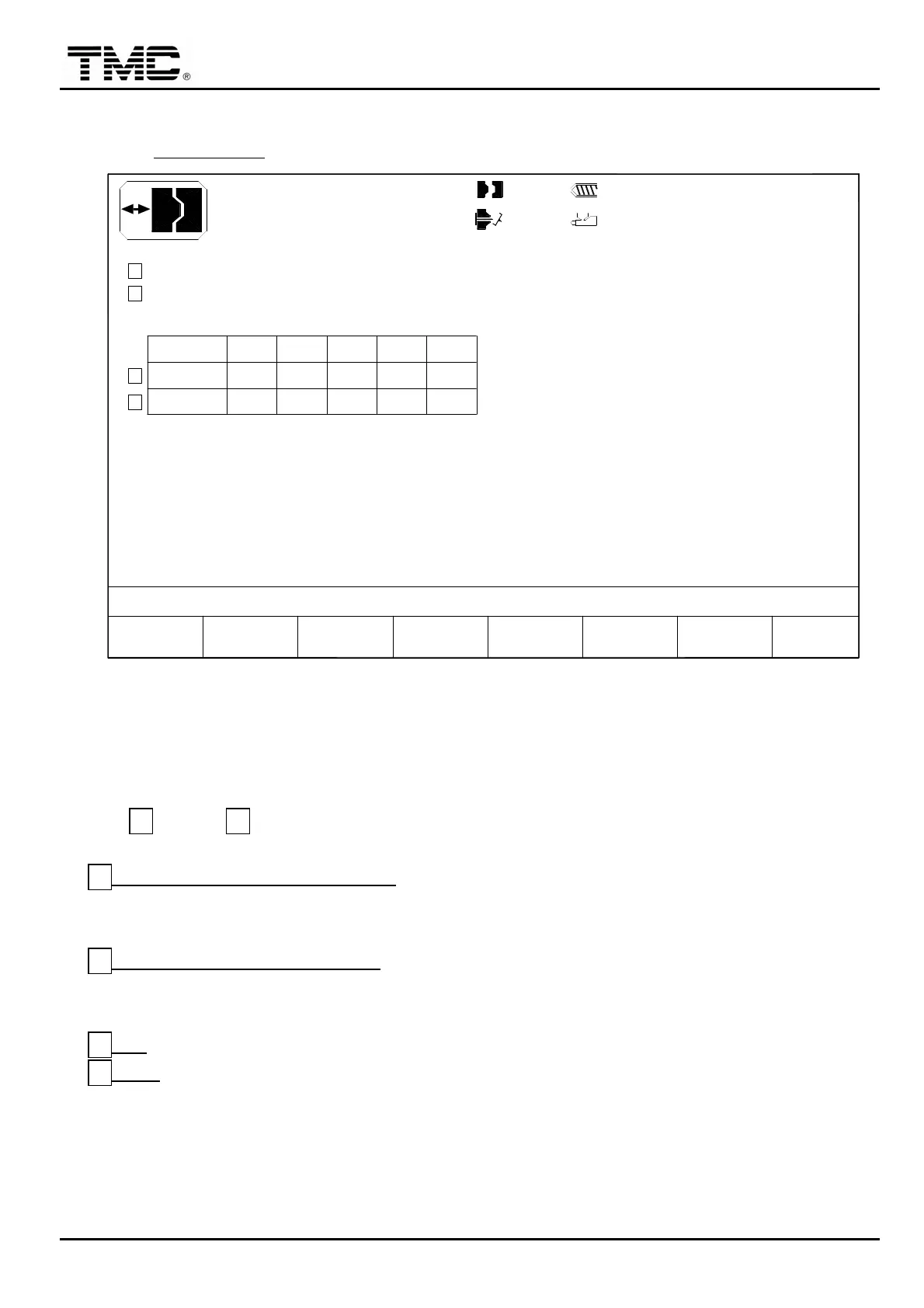
2.4.1Mold Compression (for H2-SE model)
On 於 MOLD ADJ. screen, press F2 to enter this screen.
V1: 0/ 0 0/ 0V2:
0/ 0P1: 0/ 0 P2:100.0mm
50.0mm110.0mm
10.0mm
STATUS
M:
10D05M10Y
10h25m10s
20°C1W
INJ. END MOLD COMPRESS
OFF
F2F1 F3 F4 F5 F6 F7 F8
MENU
11
A
V %
PBar
123451
50 50 50 50 50
35 50 75 100 140
C
D
B
< 16.5>
CLAMPING STATUS : 0 TON
PRESENT MOLD PRESSURE : 0 Bar
MOLD
COMPRESS DIE HEIGHT
AUTO
TONNAGE
AUTO
LOG
CHANGE
LOG
ALARM
SUPPORT
MOLD
COMPRESS START INJ.PT.
畫面 3-8A
This sequences can reduce injection pressure during molding process, therefore
eliminate product warpage and increase finished parts reproducibility,mold
structures has to be suitable for compression sequences.
Set A OFF,B position to 0.0 when it is not used.
A INJ. END MOLD COMPRESS
: when set ON, compression sequences start at
transfer position, mold lock pressure increases according to setup point,hence
clamping force also increases to compress molded parts.
B COMPRESS START INJ.PT.: compression sequences start when injection
position reached this set position,mold lock pressure increases according to setup
point,hence clamping force also increases to compress molded parts.
C V%:speed command of mold closed。
D PBar:pressure command for mold closed,it must be bigger one after another.
Compression sequences run according to speed and pressure commands,when actual lock-up pressure
reached setup pressure,sequence shifts to next step.
 Loading...
Loading...