Slipning, formning och skärpning
Med skärpning menar man vanligen den slutliga nslipningen av eggverktyg. Liksom
för alla eggverktyg, måste du först ge borren den rätta formen innan du kan börja
skärpa den. När du skapar den första formen behöver du slipa bort mycket material,
till exempel när du ändrar spetsvinkeln eller när du slipar en hårt sliten eller avbruten
borr. När du en gång har format borren till den rätta geometrin håller du eggen vass
genom skärpning. Med Tormeksystemet kan du exakt upprepa en bentlig form och
du behöver därför oftast bara putsa upp eggen.
Ordet slipning används vanligen för både formning och skärpning. Vid en del slipar-
beten går dessa begrepp i varandra. Med Tormeksystemet kan du både forma och
skärpa dina borrar. I den här instruktionen används ordet slipning genomgående,
som alltså kan betyda både formning och skärpning beroende på hur mycket
material som slipas bort.
Spiralborrens geometri
Borrar har en spetsvinkel på vanligtvis 118° eller
130°. Det förekommer även 120°, 135°,140° och
150° spetsvinklar. Hårdare stål och rostfritt stål
kräver större spetsvinkel. Även aluminium bor-
ras bäst med en större spetsvinkel. För plexiglas
minskar risken för sprickor, när borren går igenom
materialet, om spetsvinkeln är större, 140°–150°.
Centrerborrar har i regel 90° spetsvinkel.
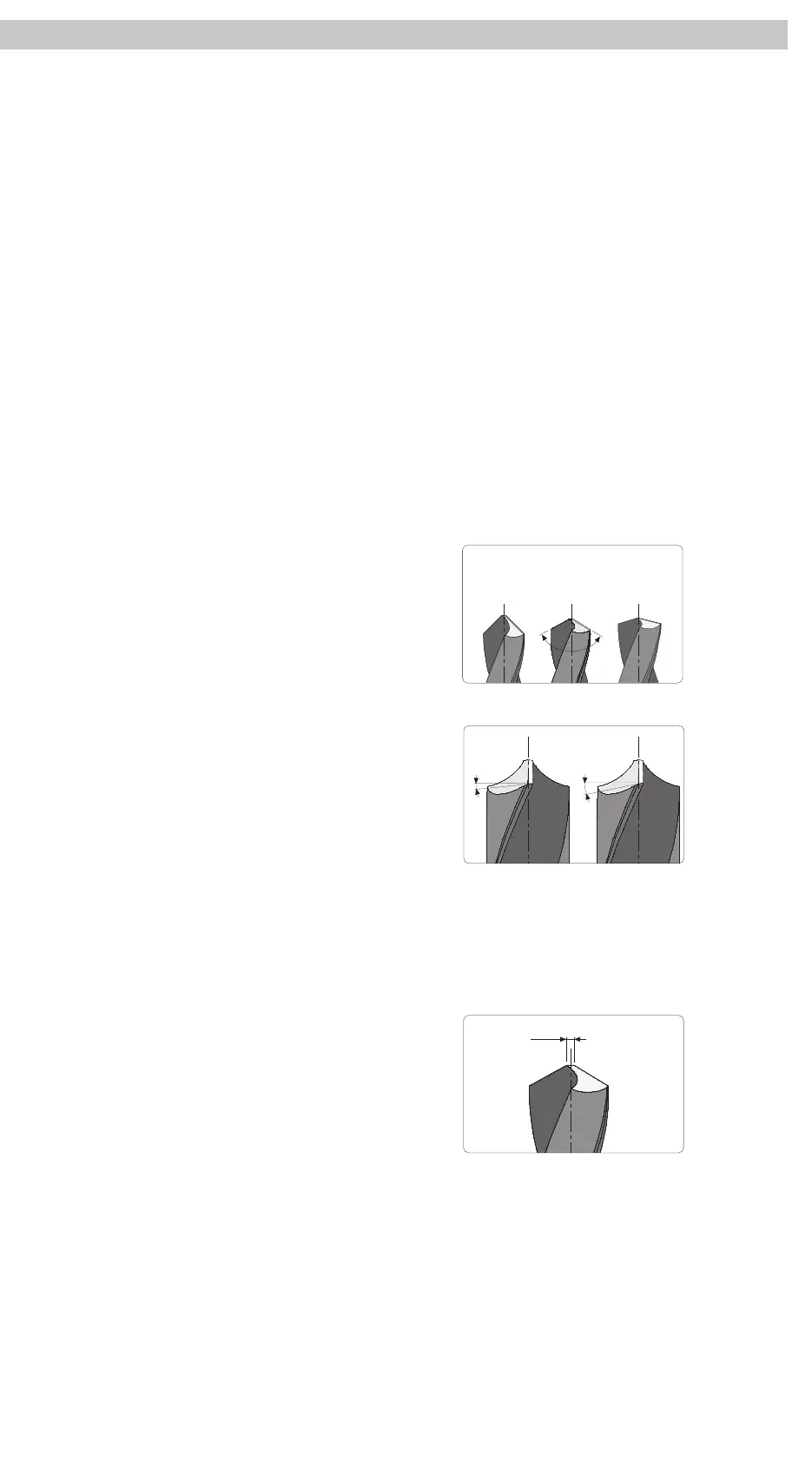
En borr måste ha rätt släppningsvinkel för att
kunna skära i materialet. Släppningsvinkeln varie-
rar från 7° till 14°. En borr med större släppnings-
vinkel skär lättare, men är vinkeln för stor uppstår
vibrationer och borren skär ryckigt och blir snabbt
slö. Är släppningsvinkeln för liten, skär inte borren
alls utan blir het och förstörs snabbt.
Den optimala släppningsvinkeln för borrarbetet beror på materialet – ett hårdare
material kräver en borr med en mindre släppningsvinkel medan ett mjukare material
kan ha en större vinkel. Borrens dimension är också avgörande vid val av släpp-
ningsvinkel. En grövre borr ska ha en mindre släppningsvinkel medan en klenare
borr skall ha en större.
Konventionella borrar slipas med en så kallad
konmantelspets. De två skäreggarna möts i mitten
och bildar en tväregg, C. Denna borrgeometri är
inte idealisk, eftersom tväreggen måste pressa
sig ner i materialet utan att skära. Tväreggens frik-
tion orsakar hög värmeutveckling, vilket minskar
livslängden. Eftersom tväreggen saknar en spets,
vandrar borren när den skall borra ett nytt hål, som
inte är förborrat.
Dyrare borrar är slipade med specialspetsar av olika slag. Dessa borrar måste
omslipas i sina ordinarie produktionsmaskiner eller i specialmaskiner, som endast
nns hos ett fåtal slipverkstäder. De kan även omslipas till en 4-fasettspets med
Tormeks slipjigg.
 Loading...
Loading...



