16
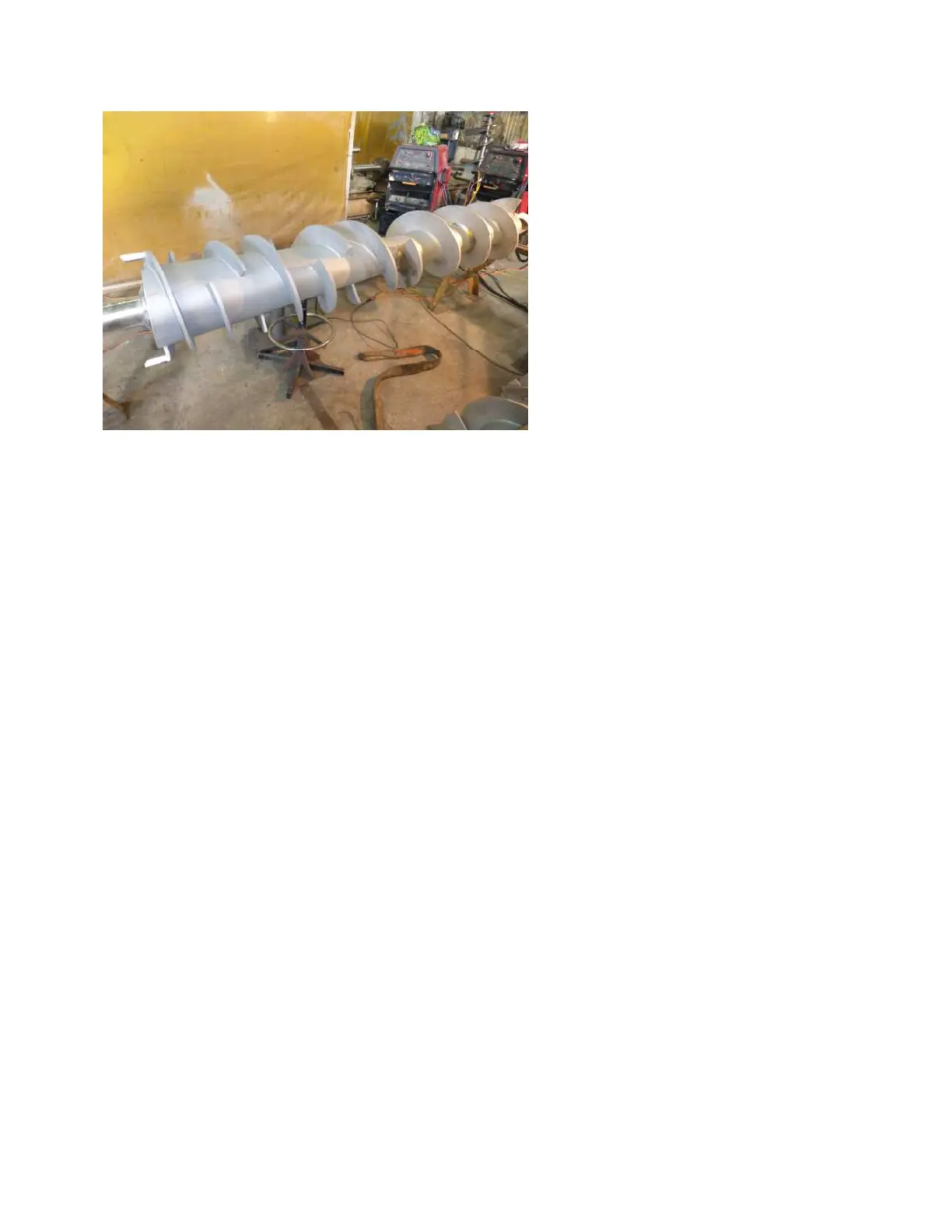
SCREW WITH TAPERED SHAFT
Force-feeding (supercharging) the press and applying a vacuum to the outside of
the screen are two additional methods which may achieve compression. These
two are used infrequently because the performance results are uncertain.
PRESS SPEED (RPM)
In general, the slower the screw speed, the greater the dewatering. Longer
residence time in the screened area results from lower screw speed, which allows
time for more thorough dewatering. Unfortunately, it also goes with reduced
throughput capacity.
Screw press speed (rpm) can be changed by using a Variable Frequency Drive (VFD).
Alternatively, the drive motor can be switched to a different pole motor (900, 1200, or
3600 versus the standard 1800 rpm). Most modern motors are good for permanent 120
Hertz operation; they are always good for a test at this high speed.
Higher speed can result in premature gearbox failure. Switching to synthetic oil, replacing
the normal mineral oil, is recommended. Consult the factory for assistance.
A small change in screw speed, like 15%, will generally not result in a measurable change
in performance of the press.
Low screw speeds are used for cooker crumb, potato peel, many sludges, and low
freeness materials in general.
It has become normal for a variable speed drive (frequency inverter VFD) to be
used with Vincent presses.
 Loading...
Loading...