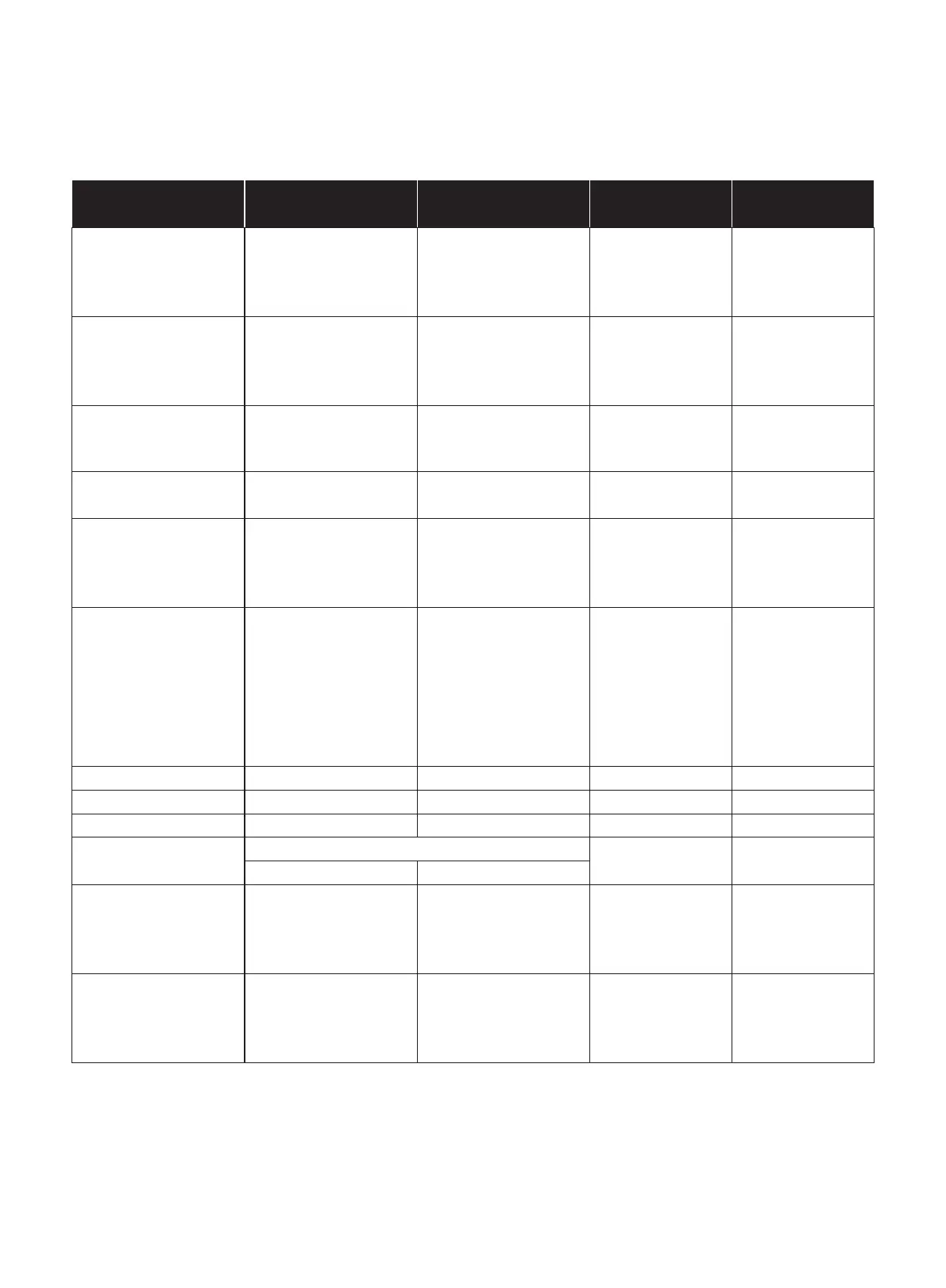
8. Lens Shade Selector Guide
Operation/Process
Electrode Size in. (mm) Arc Current (Amperes)
Minimum Protective
Shade
Suggested* Shade
No. (Comfort)
Shielded metal arc
welding (SMAW)
Less than 3/32 (2.5)
3/32−5/32 (2.5−4)
5/32−1/4 (4−6.4)
More than 1/4 (6.4)
Less than 60
60−160
160−250
250−550
7
8
10
11
—
10
12
14
Gas metal arc welding
(GMAW) and flux cored
arc welding (FCAW)
Less than 60
60−160
160−250
250−550
7
10
10
10
—
11
12
14
Gas tungsten arc welding
(GTAW)
Less than 50
50−150
150−500
8
8
10
10
12
14
Air carbon arc cutting
(CAC−A)
Less than 500
500−1000
10
11
12
14
(Light)
(Heavy)
Plasma arc welding
(PAW)
Less than 20
20−100
100−400
400−800
6
8
10
11
6 to 8
10
12
14
Plasma arc cutting (PAC)
Less than 20
20−40
40−60
60−80
80−300
300−400
400−800
4
5
6
8
8
9
10
4
5
6
8
9
12
14
Torch brazing (TB)
3 or 4
— —
Torch soldering (TS)
2
— —
Carbon arc welding (CAW)
14
— —
Plate thickness
Mmin.
Oxyfuel gas welding (OFW)
Light
Medium
Heavy
Under 1/8
1/8 to 1/2
Over 1/2
Under 3.2
3.2 to 12.7
Over 12.7
4 or 5
5 or 6
6 or 8
Oxygen Cutting (OC)
Light
Medium
Heavy
Under 1
1 to 6
Over 6
Under 25
25 to 150
Over 150
3 or 4
4 or 5
5 or 6
As a rule of thumb, start with a shade that is too dark to see the weld or cut zone. Then go to a lighter shade which gives
sufficient view of the weld or cut zone without going below the minimum. In oxyfuel gas welding, cutting, or brazing where the
torch produces a high yellow light, it is desirable to use a filter lens that absorbs the yellow or sodium line in the visible light of
the (spectrum) operation.
Guide adapted from ANSI Z49.1, 2012.
16