20
140AMP Inverter Welder
MMA-140 53528 10/2016
01904 727506 www.coreservice.co.uk
GB
01247 5150
IRE
AFTER SALES SUPPORT
MMA-140 76597 09/2017
Rating Information
Selection of electrode
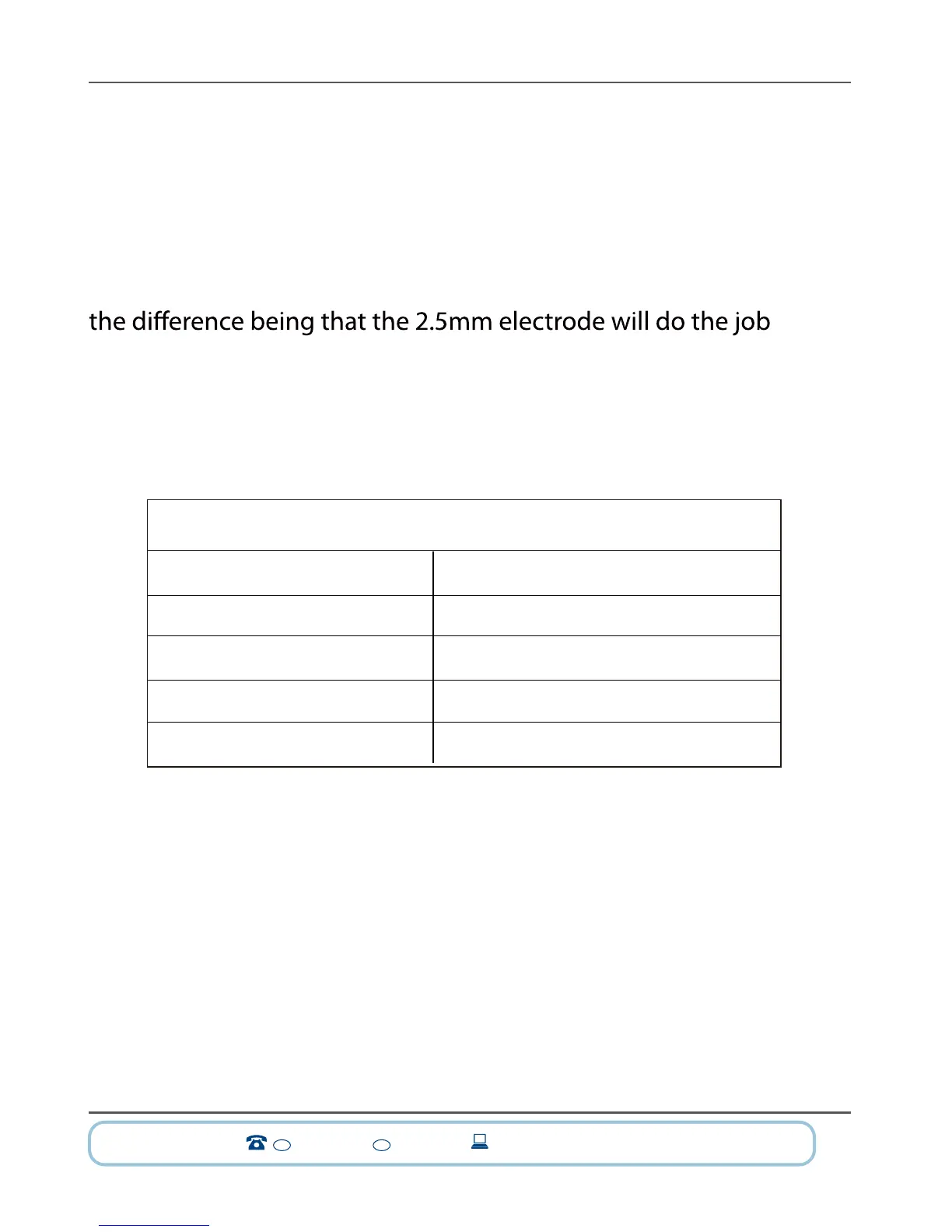
There is no hard and fast rule by which a particular gauge of
electrode is selected. Usually this is determined by, the type of weld
required and the thickness of the workpiece. E.g. a butt weld in
1.5mm sheet metal can be done by a 1.6mm or 2.5mm electrode,
quicker. The table below gives guidance as to which electrode is
most suitable according to the welding current. This table is only a
guide, and values given are an indication only.
Amperage Selection Guide
Rod Size
1.6mm
2.0mm
2.5mm
3.2mm
Welding Current
40 - 50 Amps
50 - 75 Amps
75 - 105 Amps
105 - 140 Amps