58
Uruchomienie
Przed w∆åczeniem urzådzenia nale†y upewniç si∑, †e uchwyt
elektrody lub elektroda nie dotyka ∆awy spawalniczej,
obrabianego przedmiotu lub innego przedmiotu przewodzåcego
pråd, aby przy w∆åczeniu nie zapali∆ si∑ niezamierzenie ∆uk
∂wietlny. Niezamierzenie zapalony ∆uk ∂wietlny mo†e uszkodziç
uchwyt elektrody, ∆aw∑ spawalniczå, obrabiany przedmiot lub
samo urzådzenie.
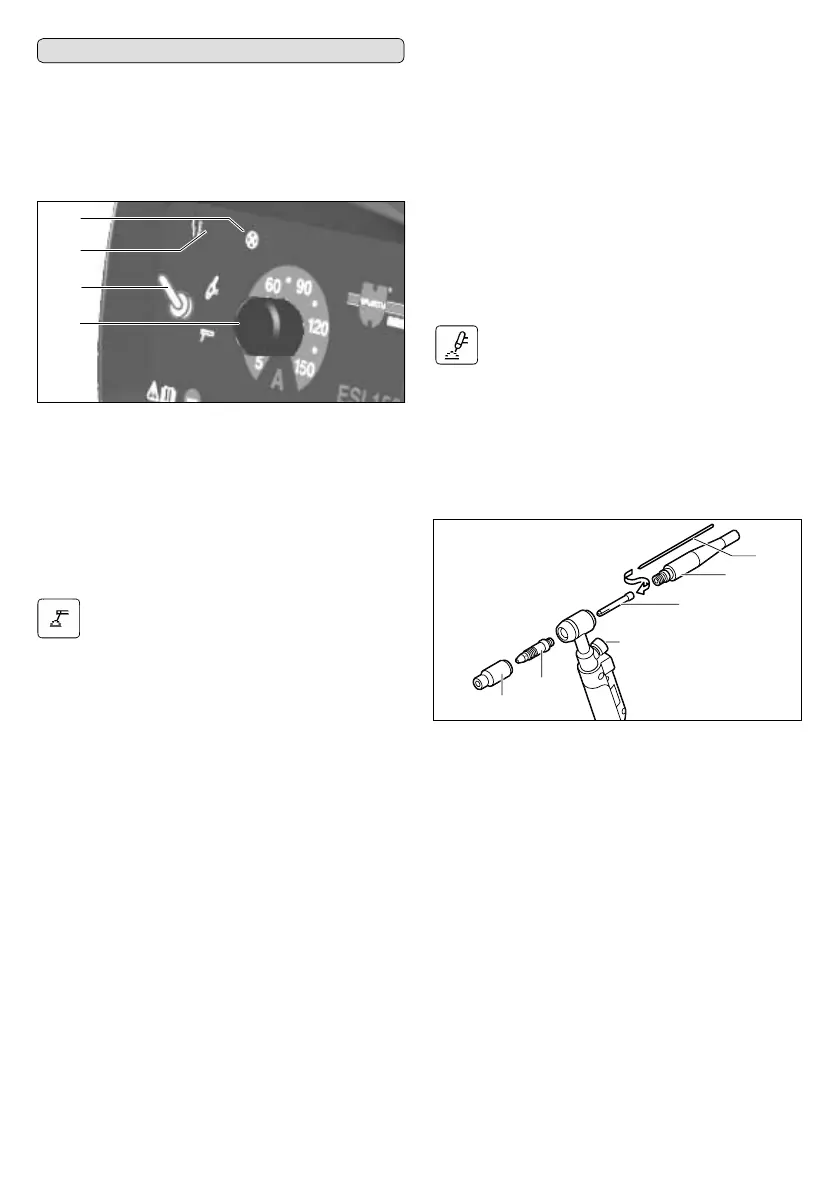
Elementy obs∆ugi, wskaΩniki i funkcje
LED sieç
8
¤wieci si∑ przy gotowym do pracy urzådzeniu.
LED zak∆øcenie
9
¤wieci si∑, gdy urzådzenie jest przegrzane, niemo†liwe jest zapalenie
∆uku ∂wietlnego.
Przy w∆åczeniu urzådzenia LED miga w celu samokontroli.
Poti pråd spawania
10
S∆u†y do bezstopniowego nastawienia prådu spawania
Wƌcznik/wyƌcznik rodzaju pracy elektroda/WIG
11
W∆åcznik/wy∆åcznik s∆u†y do wyboru rodzaju pracy elektroda lub WIG
Spawanie elektrodå
Przy wyborze elektrody pr∑towej nale†y zwrøciç uwag∑ na wskazøwki
producenta. Przekrøj elektrody zale†ny jest od grubo∂ci materia∆u do
spawania.
Pod∆åczyç uchwyt elektrody
☞
Polaryzacja elektrody zale†na jest od rodzaju elektrody i
procesu spawania. Nale†y zwrøciç uwag∑ na wskazøwki
producenta podane na opakowaniu elektrody.
Spawanie elektrodå z
elektrodå dodatniå (+)
: Pod∆åczyç uchwyt
elektrody do gniazda
bieguna dodatniego
4
urzådzenia i
zabezpieczyç go skr∑tem w prawo wtyczki.
Spawanie elektrodå z
elektrodå ujemnå (-)
:Pod∆åczyç uchwyt
elektrody do gniazda
bieguna ujemnego
3
urzådzenia i
zabezpieczyç go skr∑tem w prawo wtyczki.
Nacisnåç dΩwigni∑ na råczce uchwytu elektrody. Umocowaç
elektrod∑ niepowleczonå koµcøwkå do uchwytu. Nale†y przy tym
uwa†aç na naci∑cia na wewn∑trznej stronie obydwu szcz∑k.
Podƌczenie przewodu obrabianego przedmiotu
Pod∆åczyç przewød obrabianego przedmiotu do jeszcze wolnego
drugiego gniazda przyƌczeniowego
3
lub
4
. Zabezpieczyç wtyczk∑
skr∑tem w prawo.
Zap∆on ∆uku ∂wietlnego (Lift Arc)
Dotknåç krøtko obrabiany przedmiot na miejscu do spawania
elektrodå i nast∑pnie podnie∂ç troch∑ elektrod∑: ∆uk ∂wietlny pali si∑
pomi∑dzy obrabianym przedmiotem a elektrodå.
Arc-Force
Aby polepszyç proces spawania urzådzenie posiada funkcj∑ Arc-
Force: Przy krøtkim ∆uku ∂wietlnym lub przy krøtkotrwa∆ych zwarciach
pråd spawania jest wy†szy ni† nastawiona warto∂ç.
Anti-Stick
W przypadku, gdy spi∑cie elektrody z obrabianym przedmiotem trwa
d∆u†ej jak normalny zap∆on (np. gdy elektroda jest „przyklejona“), to
pråd spawania zmniejszony zostaje na mniej jak 20 A.
Przez to zabezpiecza si∑ wypalenie si∑ elektrody a spi∑cie mo†e
zostaç usuni∑te bez zapalonego ∆uku ∂wietlnego.
Gdy urzådzenie nie rozpozna spi∑cia, urzådzenie Anti-Stick nie
w∆åcza si∑. Taki przypadek mo†e zaistnieç
– przy bardzo cieµkich elektrodach i za wysoko nastawionym prådzie
spawania,
– d∆ugich i za cieµkich kablach spawania,
– z∆ym kontakcie masy.
Spawanie WIG „spawanie elektrodå
wolframowå w os∆onie gazøw oboj∑tnych“
(osprz∑t)
Do spawania WIG potrzebny jest do tego urzådzenia palnik zaworowy
WIG.
W∆o†enie elektrody
Elektrod∑ wolframowå
12
oszlifowaç spiczasto, zamkni∑cie
mocujåce
13
odkr∑ciç, wsunåç elektrod∑ wolframowå
12
przez
pasujåcå tulej∑ mocujåcå
14
, wsadziç i ponownie nakr∑ciç
zamkni∑cie mocujåce
13
.
Nie nale†y demontowaç obudowy tuleji mocujåcej
16
i dyszy gazu
17
.
Podƌczenie palnika WIG
Pod∆åczyç palnik WIG do gniazda przy∆åczeniowego
bieguna
ujemnego
3
i zabezpieczyç skr∑tem w prawo.
Podƌczenie przewodu obrabianego przedmiotu
Pod∆åczyç przewød obrabianego przedmiotu do gniazda
przyƌczeniowego
bieguna dodatniego
4
. Zabezpieczyç wtyczk∑
skr∑tem w prawo.
Umocowaç zacisk bierny dobrze przewodzåc na niepowleczonym
miejscu ∆awy spawalniczej lub obrabianego przedmiotu.
Pod∆åczenie butli z gazem oboj∑tnym
Postawiç butl∑ z gazem oboj∑tnym
18
na odpowiednim miejscu i
zabezpieczyç jå przed upadkiem. Bezpieczne miejsce ustawienia
osiågnie si∑, gdy u†ywa si∑ zamocowania ∂ciennego lub wøzka na
butle.
Nale†y kilkaktrotnie otworzyç na krøtko zawør butli do gazu
19
, aby
wydmuchaç znajdujåce si∑ tam ewentualnie czåstki zanieczyszczeµ.
8
9
10
11
12
13
14
15
16
17
 Loading...
Loading...







