IPB-5000B
9. Timing Chart
9-4
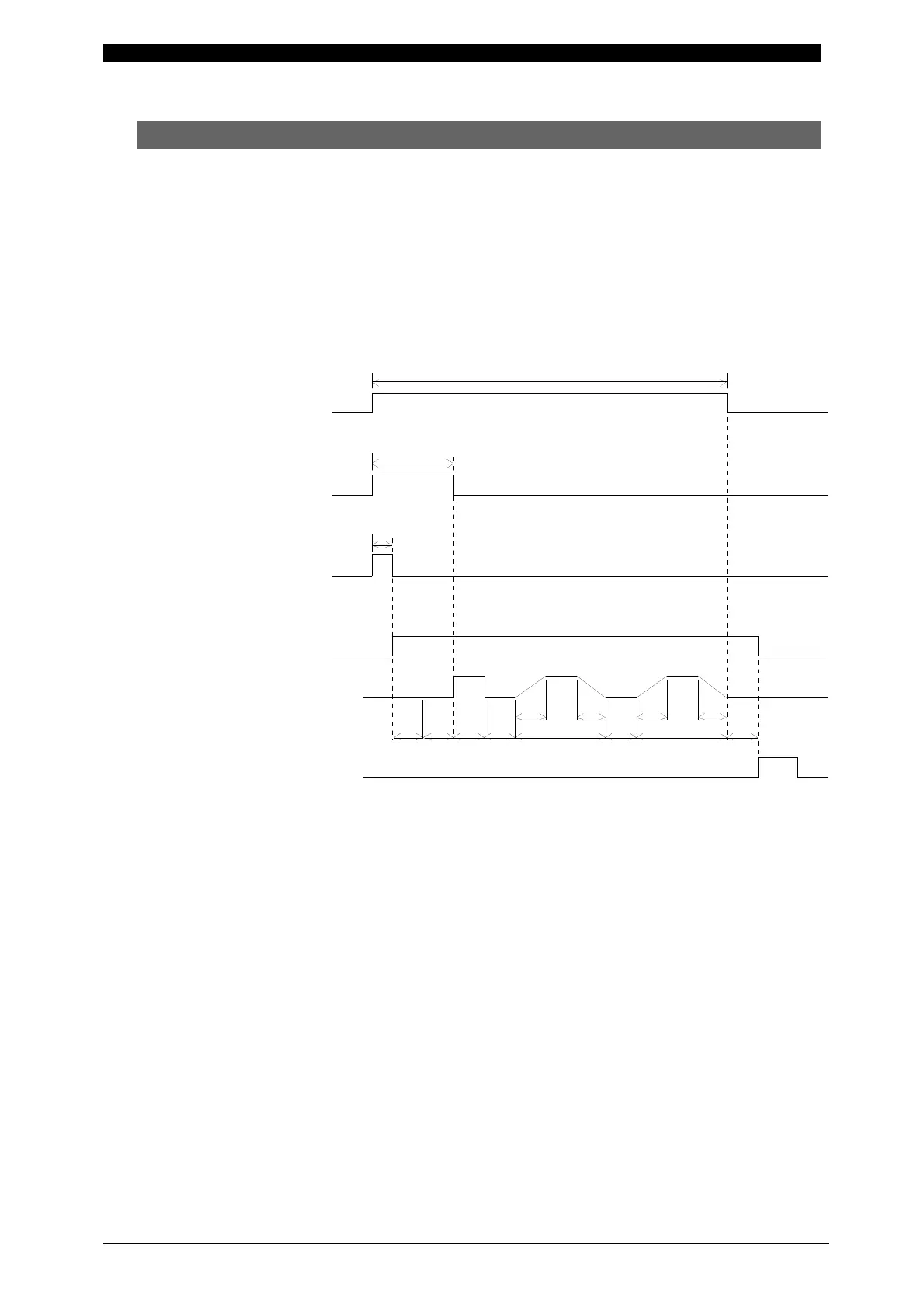
(3) Behavior of START SIG. HOLD
* NO HOLD Setting: If Start Signal is made open during the period from SQD to
W2, a weld sequence is broken off on the way and results in
E13: CYCLE ERROR.
Even if Start Signal is made open during HO, the weld
sequence goes to an end.
* WE HOLD Setting: After a beginning of W1, a weld sequence goes to an end
even if Start Signal is made open.
* SQ HOLD Setting: After Start Signal is accepted, a weld sequence goes to an
end even if Start Signal is made open.
Symbol:
SQD: Squeeze Delay Time SQZ: Squeeze Time
RC: Resistance Pre-check Time CP: Resistance Judgment Time (1 ms)
U1: Upslope 1 Time W1: 1st Weld Time
D1: Downslope 1 Time CO: Cool Time
U2: Upslope 2 Time W2: 2nd Weld Time
D2: Downslope 2 Time HO: Hold Time
a: Closed circuit is required until the termination of W2.
b: Closed circuit is required until the termination of SQZ.
c: Closed circuit is required until the beginning of SQZ.
E ND Outp ut
W eld Cur ren t
S OL2 Out put
2 ND STAG E
2 ND STAG E
NO HOLD set at
START SIG. HOLD
2 ND STAG E
WE HOLD set at
START SIG. HOLD
SQ HOLD set at
START SIG. HOLD
OF F
OF F
SQZ RC CP
U1
W1
D1
CO
U2
W2
D2
HO
c
OF F
OF F
OF F
OF F
b
a
SQD
 Loading...
Loading...


