CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
3-6 990-418
A
D
B
F
C
E
F
D
CA B
E
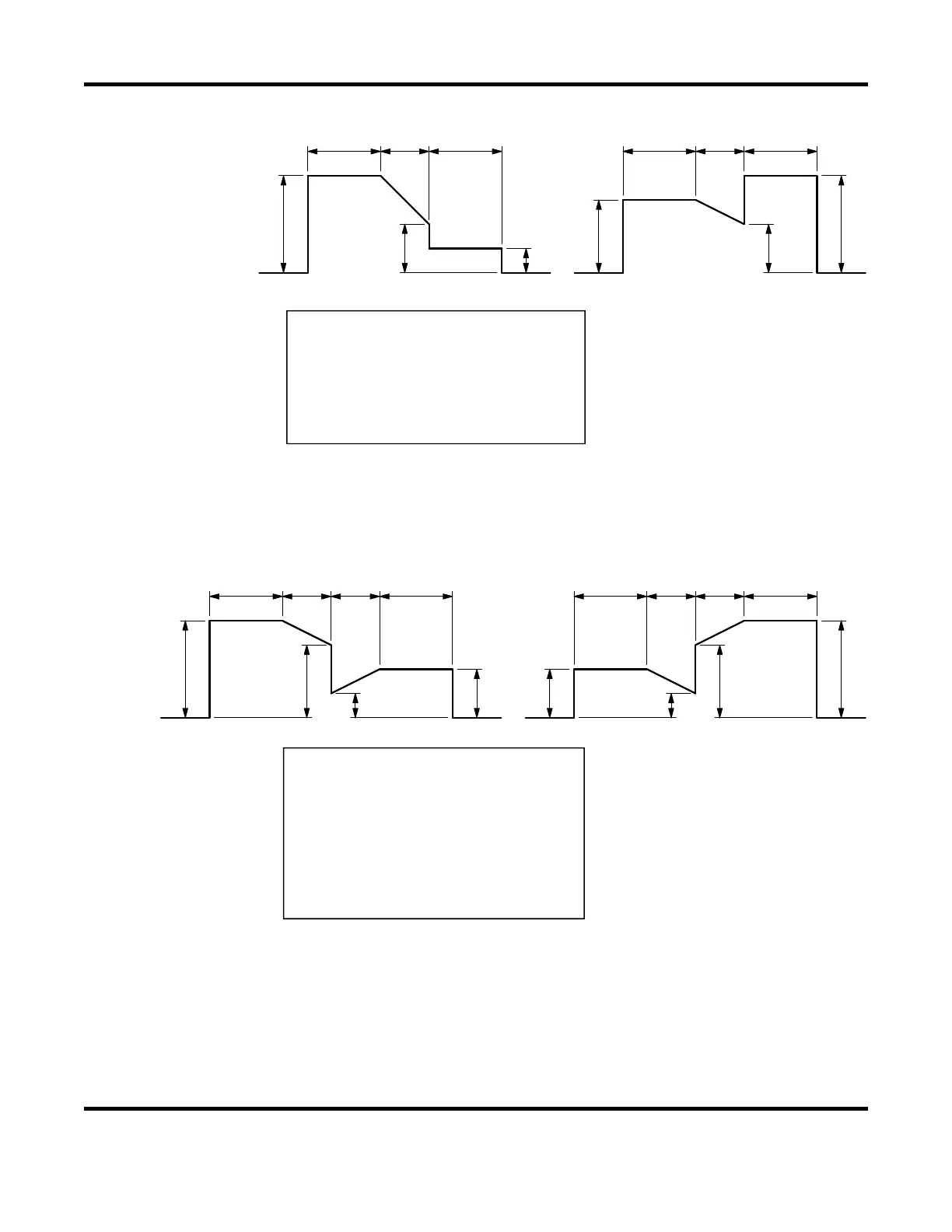
When the slope times are set for the previous and subsequent stages in the multi-stage welding.
The downslope time is set for the previous stage, the upslope time is set for the subsequent stage,
and the DL HEAT setting of F and the UF HEAT setting of G are different.
A B C
E
H
G
F
D A
E
F
H
DB C
G
NOTES:
Set 1 (ms/CYC) or more for at least one of WELD1, WELD2 and WELD3. Also, set the
total time of UP and DOWN to be shorter than WELD. If not, E-10 (Schedule setting error)
will be displayed.
Upslope / Downslope waveform when INT (downtime) is set to 0.
E-10 (Schedule setting error) will occur when the Power Supply starts with the setting below.
A: WELD1 time or WELD2 time
B: DOWN1 time or DOWN2 time
C: WELD2 time or WELD3 time
D: WELD1 HEAT or WELD2 HEAT
E: DL1 HEAT or DL2 HEAT
F: WELD2 HEAT or WELD3 HEAT
A: WELD1 time or WELD2 time
B: DOWN1 time or DOWN2 time
C: UP2 time or UP3 time
D: WELD2 time or WELD3 time
E: WELD1 HEAT or WELD2 HEAT
F: DL1 HEAT or DL2 HEAT
G: UF2 HEAT or UF3 HEAT
H: WELD2 HEAT or WELD3 HEAT
 Loading...
Loading...