CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
3-10 990-418
f. HEAT
Set the welding current for WELD1, WELD2, and WELD3, respectively. When CTRL is changed,
the content to be set also change. Also, the settable range of welding current changes depending
on the current range.
UF (UP SLOPE FIRST)
Sets the initial current value of upslope. The set value is the as HEAT.
DL (DOWN SLOPE LAST)
Sets the final current value of downslope. The set value is the as HEAT.
NOTE: When
UP/DOWN is set, UF/DL becomes effective. It becomes a target value in the
effective value control, so a difference occurs between the set value and the value of actual
welding.
DANGER
Even though E-07 (No-current error) is displayed, current
is flowing. Exercise caution in handling.
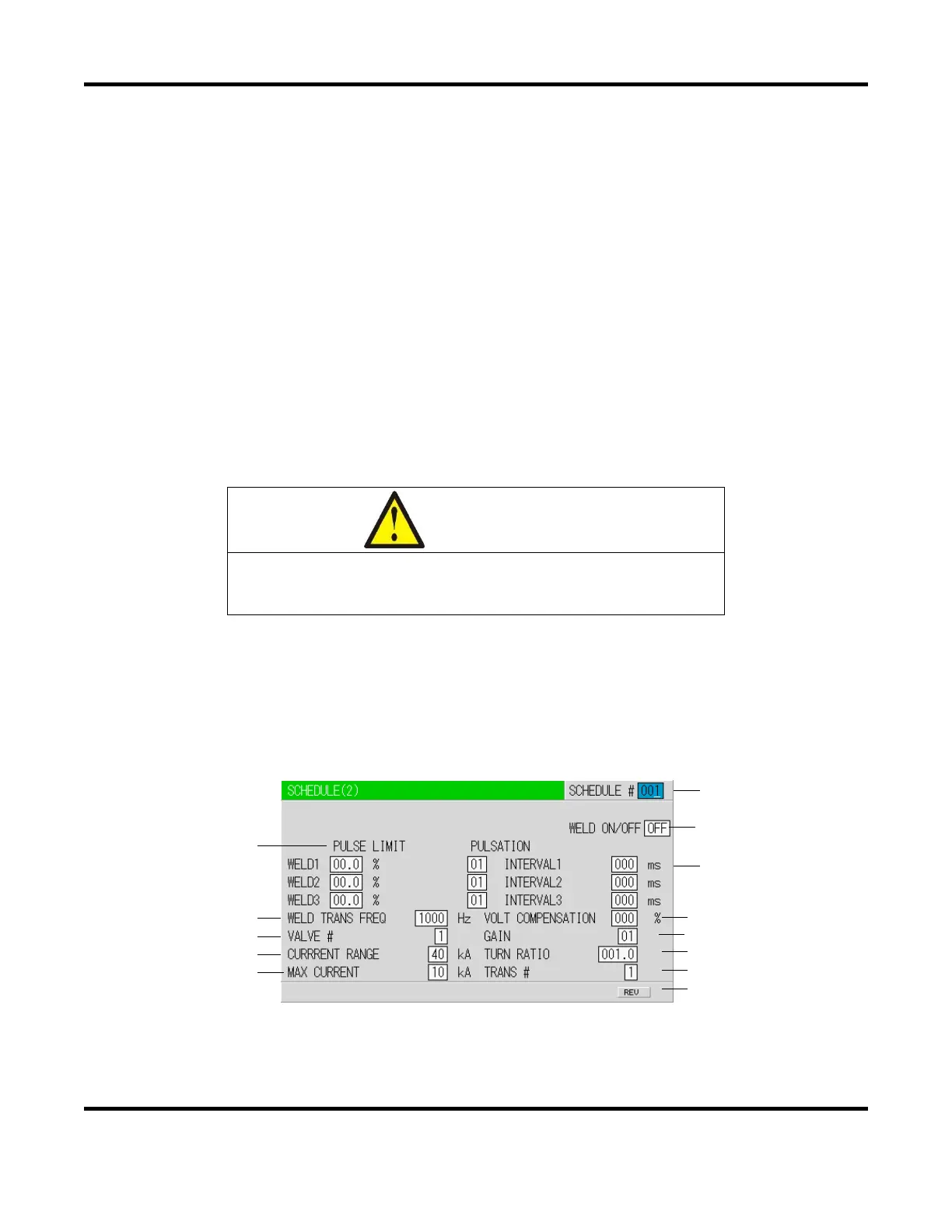
g. NEXT
When the cursor is at, moving the cursor down will change the display to PULSATION and
transformer screen.
PULSATION and transformer screen
(b)
(d)
(e)
(f)
(g)
(a)
(h)
(c)
(i)
(j)
(k)
(l)
(m)
 Loading...
Loading...