CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
3-12 990-418
d. WELD TRANS FREQ
Sets the frequency of the welding transformer to be used. Basic models can be set from 600Hz
to 3000Hz in units of 100Hz. Advanced models can be set from 600Hz to 1000Hz. If a value
greater than 1000 Hz is entered, a SET ERROR message will display upon firing.
CAUTION
Do not use the welding transformer whose frequency is higher than the output
frequency of the inverter power supply, this will cause a malfunction. When setting
the output frequency of the inverter power supply, check the frequency of the
welding transformer.
e. VALVE #
Use this setting to select which of the valves to use. Basic models have two valves available,
while Advanced models have four.
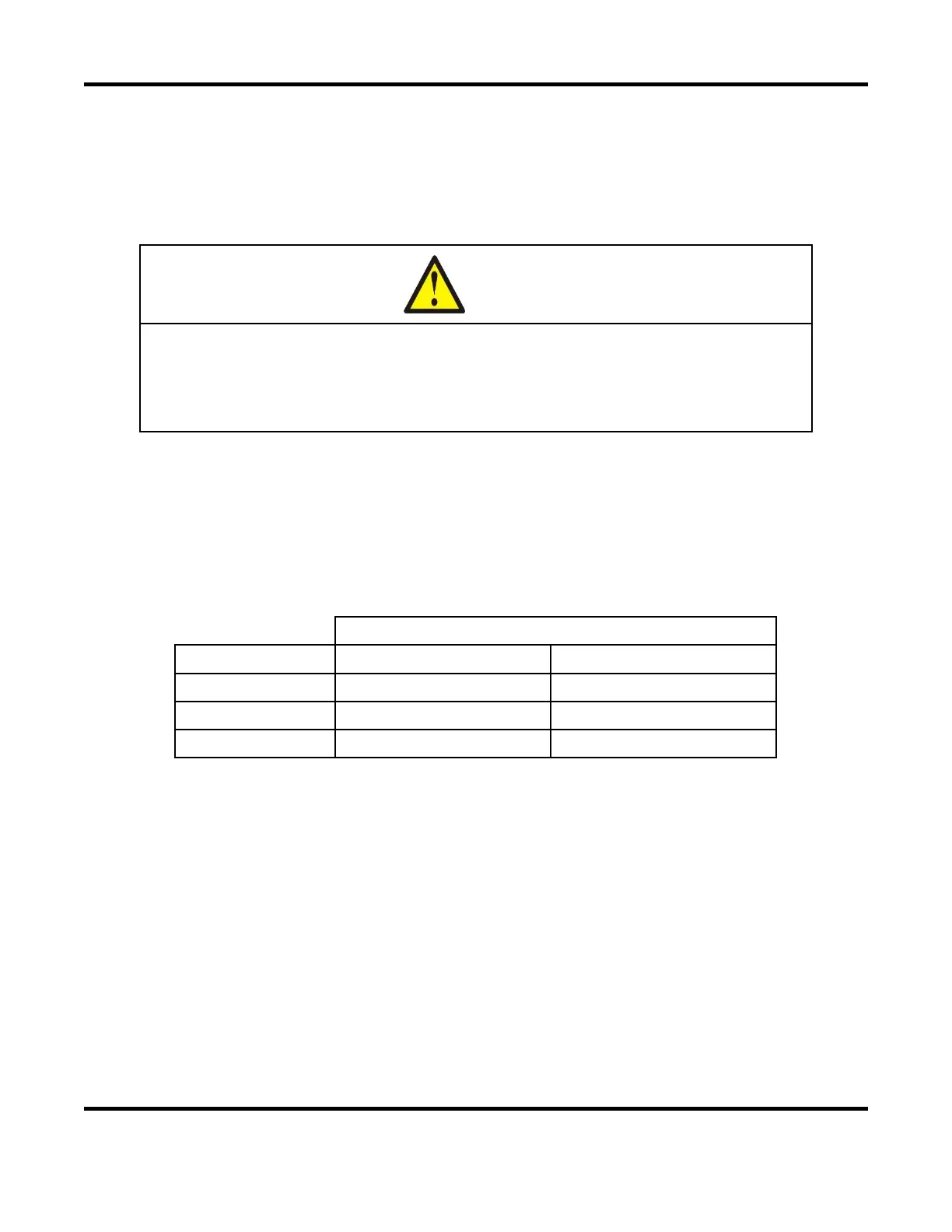
f. CURRENT RANGE
Selects the current range in accordance with the welding current to use.
IS-300CA
Range Current Setting Range Power Setting Range
20 kA
001.0 to 020.0kA 001.0 to 020.0kW
10 kA
00.50 to 09.99kA 00.50 to 09.99kW
05 kA
00.05 to 05.00kA 00.05 to 05.00kW
g. MAX CURRENT
Sets the maximum current of transformer.
h. WELD ON/OFF
One of the settings required to turn on the READY lamp of the Power Supply.
ON: WELD ON OFF: WELD OFF
i. VOLT COMPENSATION (
effective when PULSE LIM is set)
Compensates the pulse limit for the fluctuation in the three-phase power-supply voltage on the
primary side. However, the compensation is for power-supply voltage prior to welding, and not
applied during welding. The setting range is 000 to 100%.
 Loading...
Loading...