CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
990-418 3-13
j. GAIN (01-09)
Sets the amount of feedback correction in the primary constant-current effective value control,
secondary constant-current effective value control, secondary constant-power effective value
control, and secondary constant-voltage effective value control. Though 1 is normally used, the
larger value will give the shorter rise time. (Invalid in the primary constant-current peak value
control and the constant-phase control.)
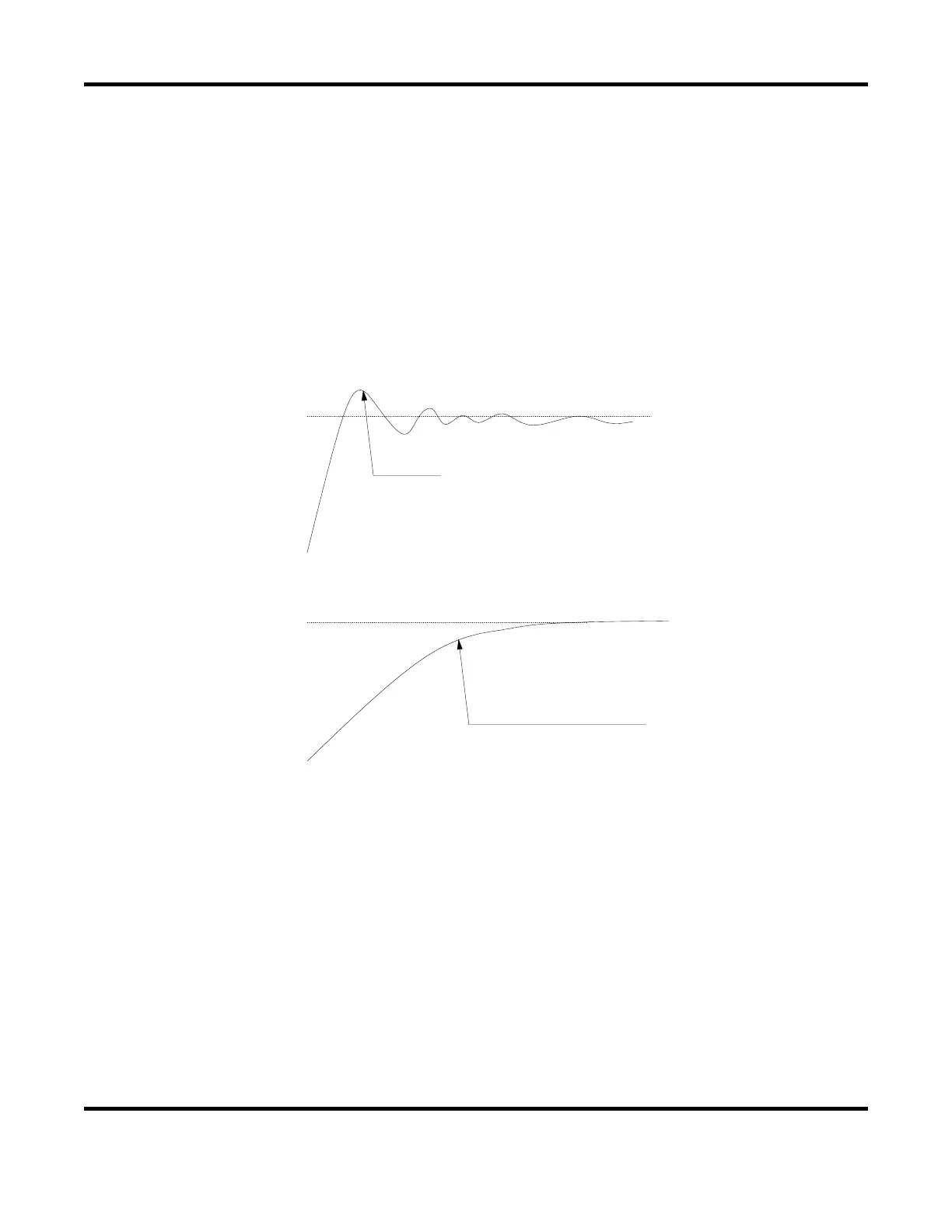
NOTE: Control gain refers to a correction amount in feedback control. Although the current
rises more rapidly with greater control gain, the current waveform may experience overshoot.
On the other hand, a smaller control gain suppresses current waveform overshoot but causes a
slower increase in current. The Power Supply offers nine 9 choices of gain levels.
k. TURN RATIO
Set the welding transformer turns ratio. The turns ratio can be set in a range from 001.0 to 199.9.
NOTE: When using the primary constant-current effective value control or primary constant-
current peak value control, always set the correct turns ratio.
An incorrect ratio will result in incorrect output.
l. TRANS #
Keep set to 1. Feature is not active and not shown on Basic models.
m. REV
When the cursor ( ) is displayed, pressing the ENTER key will change the display to Current and
time setting screen.
La rge cont ro l ga in
ett ing
Sma l l cont ro l ga in
ett ing
Ove rshoo t
S low inc rease in cu r ren t
 Loading...
Loading...