CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
990-418 3-17
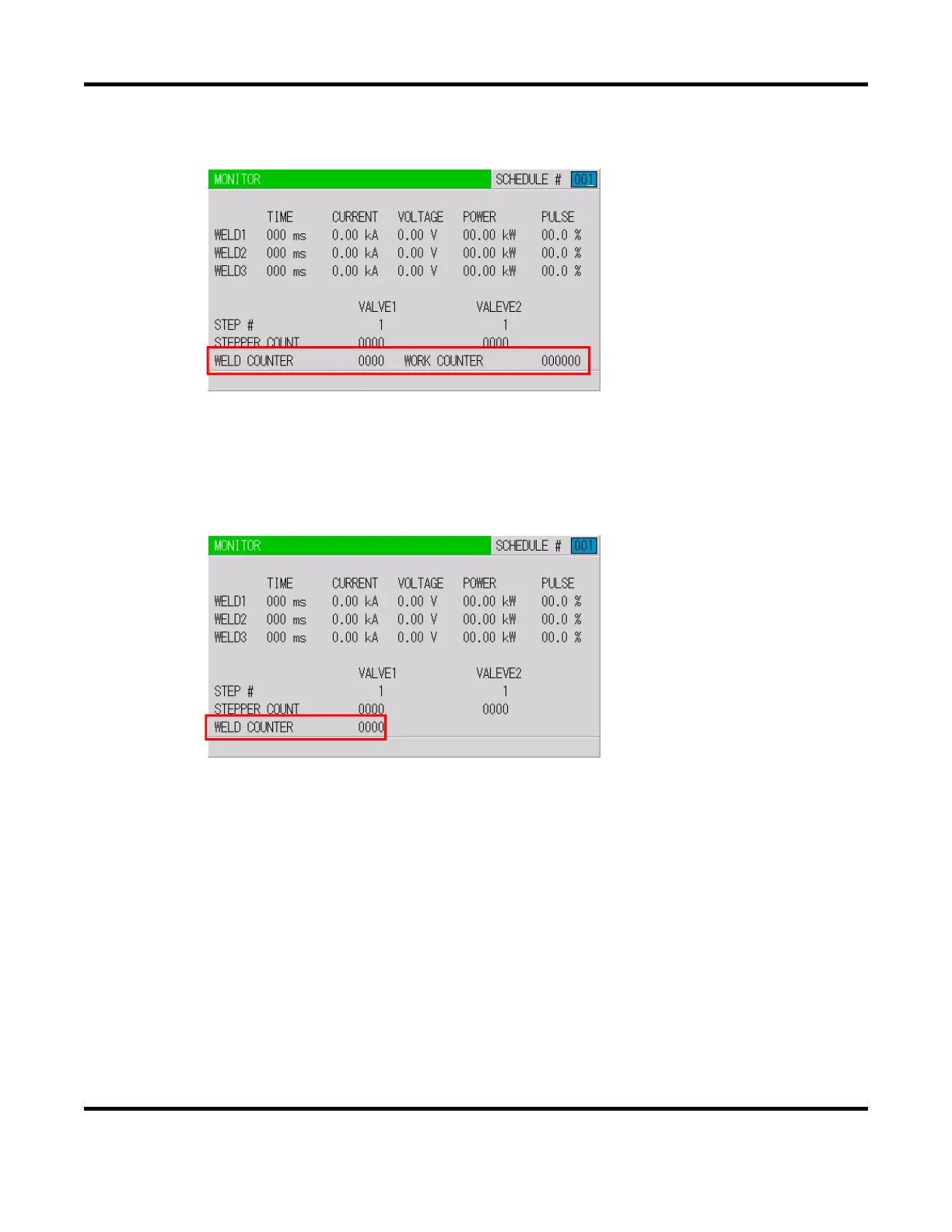
3. When WELD2 STOP/WELD COUNT is WELD2 STOP and COUNTER is WORK:
WELD COUNTER
and WORK COUNTER are displayed. When the count reaches the set
WELD count value, WORK count value is incremented by one.
This is different from WELD COUNTER described below.
4. When WELD2 STOP/WELD COUNT is WELD COUNT:
WELD COUNTER
is displayed.
This is different from
WELD COUNTER described above.
Monitored Value Notes:
Only the last monitored value and the number of counts of each
SCHEDULE are kept for
a period of 10 days after the power is turned off.
When the repetition welding is performed with PULSATION or OFF time setting, only
the last data is displayed as the monitored value. The passing data is not displayed.
The monitor display is not automatically updated depending on the MONITOR DISP
MODE
setting.
 Loading...
Loading...