INTRODUÇÃO
Introdução
As fontes arcweld® são indicadas para aplicações em soldagem ao
arco elétrico, nos processos SMAW e GTAW (Eletrodo Revestido e
TIG). Para soldagem do processo eletrodo revestido, garante esta-
bilidade do arco elétrico e boa qualidade na soldagem com corrente
contínua.Excelente soldabilidade com os principais eletrodos reves-
tidos disponíveis no mercado, como os rutílicos (E6013) e básicos
(E7018), são indicados para soldagem de aço carbono, aços inoxi-
dáveis, ligas não ferrosas e ligas de níquel. Opção ideal para uso
em manutenções, pequenos reparos e fabricação onde se busca
portabilidade e baixo consumo de energia.
Dispõem de controle automático para ajuste da força de arco e par-
tida quente (Hot Start), evitando que o eletrodo que preso no metal
de base durante a abertura de arco.
As fontes arcweld® 130i-ST, arcweld® 130i-ST DV, arcweld® 160i-
ST DV, arcweld® 200i-ST e arcweld® 200i-ST DV são indicadas
para o processo TIG (GTAW) com excelente qualidade de soldagem.
As fontes arcweld® 130i-ST, arcweld® 130i-ST DV, arcweld® 160i-
ST DV, arcweld® 200i-ST e arcweld® 200i-ST DV utilizam a tecno-
logia de correção de fator de potência (PFC Ativo), que permitem a
ligação do equipamento em uma grande faixa de tensão de entrada
(de 98 a 265 Volts AC). Reduz também a presença de distorções
harmônicas no circuito.
CICLO DE TRABALHO
O Ciclo de Trabalho é a relação entre o período de soldagem (Arco
Aberto) em um determinado período de tempo. Conforme a norma
NEMA, o ciclo de trabalho é baseado em um período de 10minutos.
Caso o ciclo de trabalho seja excedido, a proteção térmica do equipa-
mento será acionada, evitando problemas nos componentes internos.
Enquanto a luz indicativa estiver acesa, os terminais de saída estarão
sem energia e o ventilador estará em funcionamento.
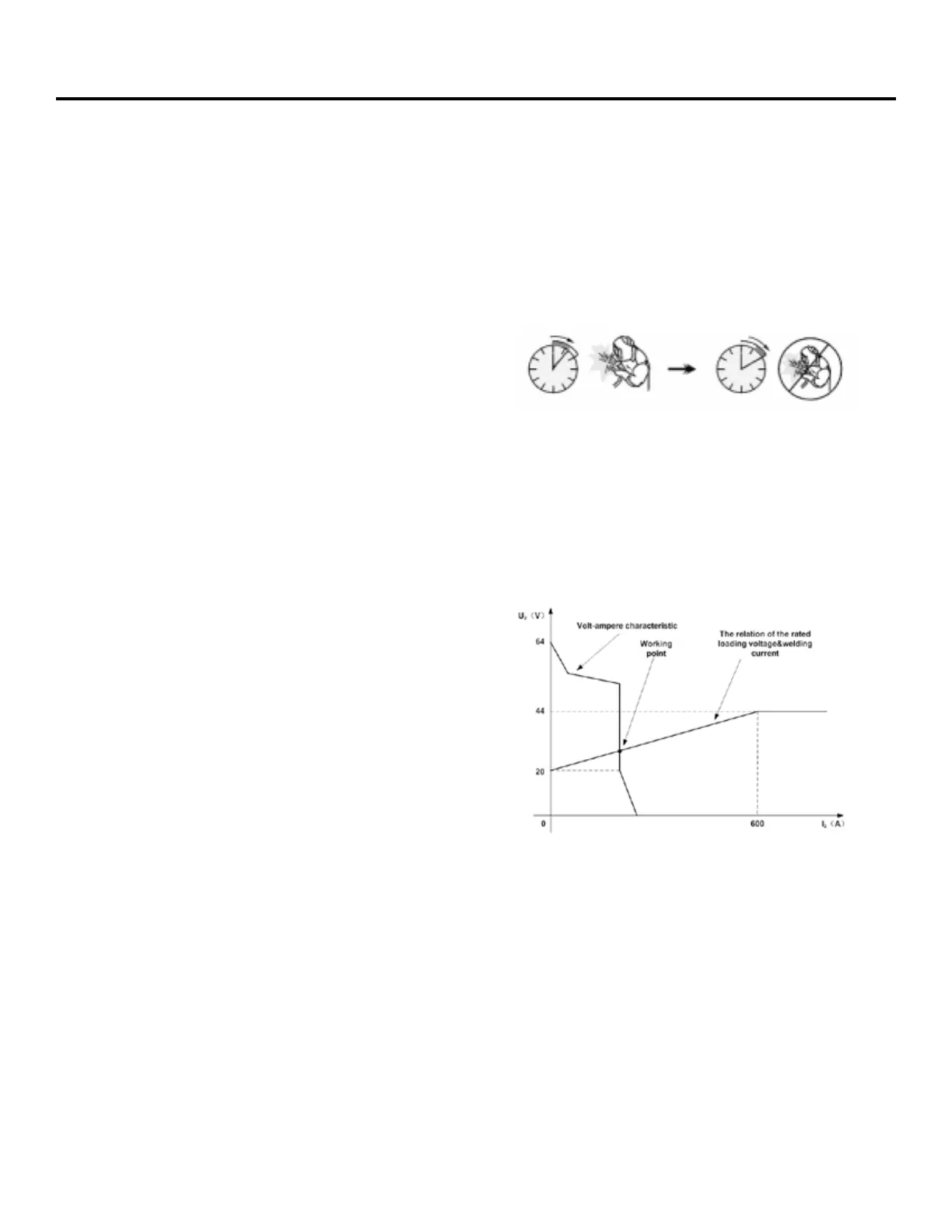
CARACTERÍSTICAS - Tensão vs Corrente
O gráco abaixo exibe a curva característica Tensão vs Corrente dos
equipamentos arcweld
®
.
I2 ≤600A,U2=20+0,04 I2(V); Quando I2>600A,U2=44 (V)
EMPILHAMENTO
Não é recomendado o empilhamento dos equipamentos arcweld®,
qualquer que seja o modelo utilizado.
INCLINAÇÃO
O equipamento deve estar instalado em superfície plana e nivelada,
existe o risco de acidente caso esta precaução não seja obedecida.
Não coloque nem utilize as máquinas em uma superfície com incli-
nação superior a 15° em relação ao plano horizontal.
Soldagem
por 6 min
Descanso
por 4 min
A-1 A-1